最終更新:2026年5月
この記事のポイント
OrcaSlicerのインストール・基本設定・キャリブレーション(フロー率・温度塔・Bambu Lab対応)を完全解説します。Bambu Studio以外で使える無料スライサーとして評価が高く、FDM全般に対応します。正規代理店SK本舗がBambu Lab機種での実際の使い方を含めて徹底解説します。
「Bambu Studio以外に、もっと使いやすいスライサーってないの?」
そんな質問を受けたら、今なら迷わずOrcaSlicer(オルカスライサー)をおすすめします。Bambu Lab以外のプリンターでも使えて、キャリブレーション機能が圧倒的に充実していて、しかも完全無料。FDM 3Dプリンターユーザーなら、一度は試してほしいスライサーです。
この記事では、OrcaSlicerのインストールから基本操作、最大の強みであるキャリブレーション機能の使い方、そしてBambu Studioとの使い分けまで、これ1本で全部わかるように徹底解説していきます。初心者から中上級者まで、すべてのFDMユーザーに役立つ完全ガイドです。
📖 この記事の目次
OrcaSlicerとは? ― Bambu Studioから生まれたオープンソースの高機能スライサー
SK本舗 関連ガイドページ
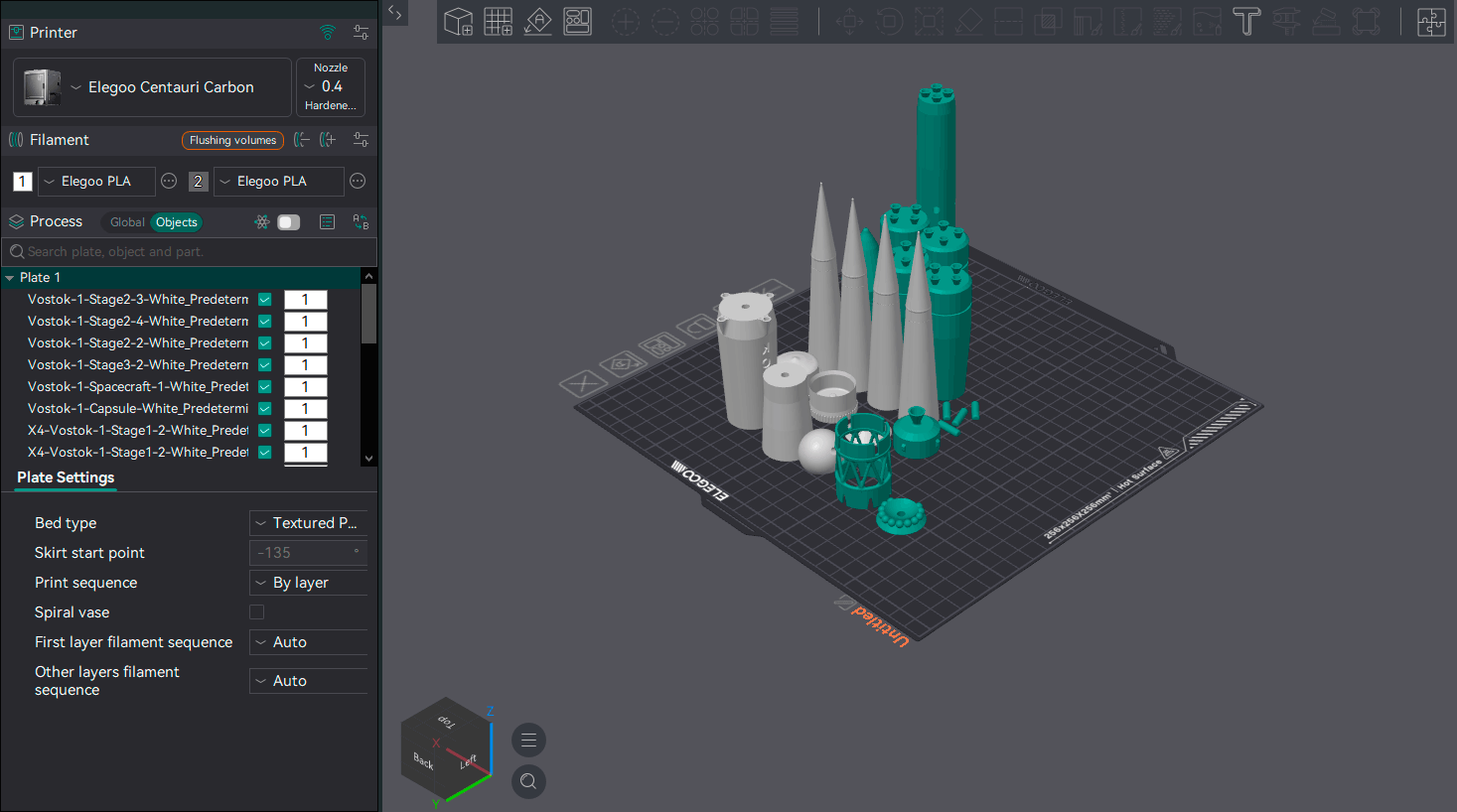
画像: OrcaSlicer公式Wiki(AGPL v3 License) - メインUI画面。左側にプリンター・フィラメント・プロセスの設定パネル、右側に3Dビューポート
OrcaSlicerは、Bambu Lab社の純正スライサー「Bambu Studio」をベースにフォーク(派生)して開発されたオープンソースのスライスソフトです。Bambu Studio自体がPrusaSlicerから派生しているので、OrcaSlicerは「PrusaSlicer → Bambu Studio → OrcaSlicer」という系譜を持っています。
OrcaSlicerが生まれた背景
OrcaSlicerの開発は、GitHub上でSoftFever氏が中心となって2022年後半に始まりました。きっかけは「Bambu Studioの優れたUIとスライスエンジンを、Bambu Lab以外のプリンターでも使いたい」というコミュニティの声でした。
Bambu Studioは非常に優れたスライサーですが、基本的にBambu Lab製プリンターに特化しています。一方で、CrealityやElegoo、Anycubicなどのプリンターユーザーの間では「PrusaSlicerよりモダンなUIで、もっと細かいキャリブレーションができるスライサーが欲しい」という需要がありました。OrcaSlicerはまさにこのニーズに応える形で誕生したプロジェクトです。
開発はGitHub上でコミュニティ主導で進められており、ライセンスはGNU Affero General Public License v3。誰でもソースコードを確認できる透明性の高いプロジェクトです。2026年4月現在、GitHubのスター数は13,000を超え、FDMスライサーの中でも最も活発に開発が進んでいるソフトウェアのひとつとなっています。
OrcaSlicerが注目される3つの理由
1. 圧倒的なキャリブレーション機能
温度タワー、フロー率、圧力アドバンス、リトラクションテスト、入力シェーピングなど。スライサー上から数クリックで実行でき、結果をそのままプリセットに反映できます。
2. 200機種以上の幅広いプリンター対応
Bambu Labだけでなく、Creality・Elegoo・Anycubic・Prusa・Voron・Sovol・QIDIなど、主要メーカーのプロファイルを内蔵しています。
3. 完全無料・オープンソース
無料利用で全機能が使えます。ソースコードも公開されているため、コミュニティの手で常に改善が進んでいます。
どんな人にOrcaSlicerが向いているか
OrcaSlicerが特にフィットするのは、以下のようなユーザーです。
- Bambu Lab以外のプリンターユーザー:Creality、Elegoo、Anycubic、Prusaなどのプリンターを使っている方。各メーカー純正のスライサーより高機能で、設定の自由度も高い
- Klipper環境を使っている方:OrcaSlicerはKlipperとの連携が非常に優秀です。圧力アドバンスや入力シェーピングの管理をスライサー側で一元化でき、Moonraker経由のネットワーク送信もスムーズ
- キャリブレーションを重視する方:「フィラメントごとに設定を追い込んで最高品質を目指したい」という方には最適です。他のスライサーでは外部ツールやGコードの手動編集が必要なテストも、OrcaSlicerならメニューから数クリックで実行できます
- 複数台のプリンターを持っている方:メーカーが異なる2台以上のプリンターをひとつのスライサーで管理したい場合、OrcaSlicerが最も実用的な選択肢です
2026年4月時点の最新安定版はV2.3.2です。3MFファイルのセキュリティ修正、ワイプタワーのタイプ設定追加、Linux/Flatpak対応の大幅改善、UIのアコーディオンタブ対応など、使い勝手が着実に向上しています。
OrcaSlicerの対応プリンター一覧
OrcaSlicerの大きな魅力のひとつが、対応プリンターの幅広さです。プリセットプロファイルが用意されているメーカーを一覧にまとめました。

プロファイルが用意されていないプリンターでも、手動でカスタムプロファイルを作成すれば使用可能です。Klipper対応プリンターとの相性が特に良く、ネットワーク経由での印刷データ送信にも対応しています。「家にプリンターが2〜3台あるけど全部メーカーが違う」という方でも、OrcaSlicerひとつで全機種をカバーできるのは大きな魅力ですね。
OrcaSlicerのインストール方法【Windows / Mac / Linux】
OrcaSlicerのインストールはとてもシンプルです。OS別に手順を解説します。
ダウンロード先
公式のダウンロードはGitHubのリリースページから行います。
※「OrcaSlicer」を名乗る非公式サイトも存在するため、必ずGitHub(github.com/OrcaSlicer/OrcaSlicer)からダウンロードしてください。V2.3.2では3MFファイルのセキュリティ脆弱性修正も含まれているので、古いバージョンをお使いの方はアップデートをおすすめします。
Windowsの場合
- リリースページから「OrcaSlicer_Windows_Vx.x.x.exe」をダウンロード
- ダウンロードしたインストーラーを実行(「WindowsによってPCが保護されました」と表示される場合は「詳細情報」→「実行」をクリック)
- インストールウィザードに従って「次へ」を進めるだけでOK
- インストール完了後、デスクトップのアイコンから起動
Winget(Windowsパッケージマネージャー)を使う場合は、コマンドプロンプトで winget install OrcaSlicer.OrcaSlicer と入力してもインストールできます。
インストール後に起動しない場合は、Visual C++ 再頒布可能パッケージが必要な場合があります。Microsoftの公式サイトから最新版をインストールしてください。また、Windows Defenderがブロックする場合は「許可」を選択すれば問題ありません。
macOSの場合
- リリースページから「OrcaSlicer_Mac_Vx.x.x.dmg」をダウンロード(Apple Silicon / Intel両対応)
- .dmgファイルを開き、OrcaSlicerアイコンを「Applications」フォルダにドラッグ&ドロップ
- 初回起動時に「開発元を確認できないため開けません」と表示された場合は、「システム設定」→「プライバシーとセキュリティ」→「このまま開く」をクリック
macOS Ventura以降では、初回起動時にGatekeeperの警告が出ることがほとんどです。「システム設定」→「プライバシーとセキュリティ」の下部に「OrcaSlicerは開発元を確認できないためブロックされました」と表示されるので、「このまま開く」をクリックしてください。この操作は初回のみ必要で、2回目以降は通常通り起動できます。ターミナルから
xattr -cr /Applications/OrcaSlicer.app を実行する方法もあります。
Linuxの場合
- リリースページから「OrcaSlicer_Linux_Vx.x.x.AppImage」をダウンロード
- ターミナルで
chmod +x OrcaSlicer_Linux_*.AppImageを実行して実行権限を付与 - AppImageをダブルクリック、またはターミナルから
./OrcaSlicer_Linux_*.AppImageで起動
V2.3.2からは公式Flathubパッケージも利用可能になりました。flatpak install flathub com.orcaslicer.OrcaSlicer でインストールできるので、Flatpak環境の方はこちらが便利です。
初回起動時の設定
どのOSでも、初回起動時にはセットアップウィザードが表示されます。ここでの設定をしっかりやっておくと後が楽です。
- 言語選択:「日本語」を選択します。日本語表示に切り替えると、ほぼすべてのメニュー・設定項目が日本語で表示されるので、英語が苦手な方でも安心です
- プリンターの追加:使用するプリンターのメーカーを選び、機種にチェックを入れます。複数のプリンターを選択可能です
- ノズル径の選択:通常は0.4mmを選択。0.2mmや0.6mmなど特殊なノズルを使っている場合は、該当するサイズを追加してください
- フィラメントプリセットの確認:プリンターを選択すると、対応するフィラメントプリセット(Generic PLA、Generic PETGなど)が自動的に読み込まれます
日本語への切り替え方法(起動後に変更する場合)
初回セットアップで英語のまま進めてしまった場合も、後から簡単に変更できます。
- 上部メニューから「Preferences」(環境設定)を開く
- 「Language」のドロップダウンから「日本語」を選択
- ソフトを再起動すると日本語表示に切り替わります
よくあるインストールトラブルと対処法
| トラブル | OS | 対処法 |
|---|---|---|
| 「開発元を確認できません」エラー | macOS | システム設定 → プライバシーとセキュリティ → 「このまま開く」 |
| 起動時にクラッシュする | Windows | Visual C++ 再頒布可能パッケージの最新版をインストール |
| GPUレンダリングエラー | 全OS | GPUドライバーを最新版に更新。古いPCではソフトウェアレンダリングに切替 |
| AppImageが起動しない | Linux |
chmod +x で実行権限を付与。FUSEがインストールされているか確認 |
| 文字化け・UI崩れ | 全OS | 最新版へのアップデートで解消するケースが多い。設定ファイルの削除→再起動も有効 |
画像: OrcaSlicer公式Wiki(AGPL v3 License) - プリンター設定画面
OrcaSlicerの基本的な使い方 ― STL読み込みから印刷開始まで
ここからは、OrcaSlicerの基本操作を5つのステップに分けて丁寧に解説していきます。初めてスライサーを使う方でも、この流れに沿えば迷わず印刷まで進められるはずです。
Step 1:プリンターの選択と追加
初回起動時にセットアップウィザードが表示されます。
- 使用するプリンターのメーカーを選択
- 機種を選んでチェックを入れる(複数選択可能)
- ノズル径を選択(通常は0.4mm)
- 「完了」をクリック
後からプリンターを追加したい場合は、左側のプリンター選択ドロップダウンから「プリンターの追加/削除」で追加できます。
プロファイルが複数表示されて迷う場合は、まず「0.4mm nozzle」のプロファイルを選んでおけばOKです。ノズル径ごとにプロファイルが分かれているだけで、基本的な設定は同じです。「0.2mm nozzle」は精密造形向け、「0.6mm nozzle」は高速・大型造形向けなので、必要に応じて追加してください。
Step 2:フィラメントプリセットの設定
プリンターを選択すると、対応するフィラメントプリセットが自動で読み込まれます。
- ジェネリックフィラメント(Generic PLA、Generic PETGなど)がデフォルトで用意されています
- 特定メーカーのフィラメント(eSUN、Polymakerなど)のプリセットも多数収録
- 温度やフロー率などをカスタマイズしたら「名前を付けて保存」で独自プロファイルとして保存できます
ポイントは、ジェネリックプリセットはあくまで「出発点」だということです。同じPLAでもメーカーやカラーによって最適な設定は異なります。ジェネリックプリセットで一度テスト印刷してみて、その後にキャリブレーション(後述)で追い込んでいくのが理想的な流れです。
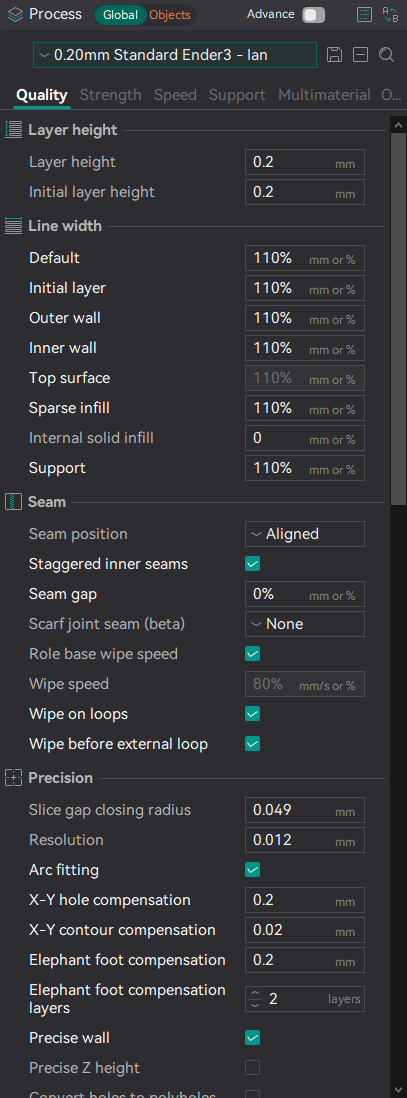
画像: OrcaSlicer公式Wiki(AGPL v3 License) - 印刷プロセス設定画面
Step 3:3Dモデルの読み込み
印刷したい3Dモデルファイルを読み込みます。対応フォーマットはSTL、3MF、OBJ、STEP、AMFなど多数です。
- ファイルをOrcaSlicerのウィンドウにドラッグ&ドロップ、または上部メニューの「ファイル」→「インポート」から選択
- ビルドプレート上にモデルが配置されます
- 左側のツールバーで移動・回転・スケールを調整。底面がビルドプレートに接しているか確認してください
- 複数モデルを同時に読み込んで、1回の印刷で複数パーツを出力することも可能です
3MFファイルにはスライス設定情報も含まれているため、制作者が設定した状態でそのまま読み込めるのが便利です。Thingiverse、Printables、MakerWorldなどのモデル共有サイトでは3MF形式で配布しているデータも増えています。
Step 4:スライス設定と実行
- 右側のパネルで印刷設定を確認します。主要な設定項目は以下の通りです:
- レイヤー高さ:0.2mmが標準的。品質重視なら0.12〜0.16mm
- インフィル率:15〜20%が一般的。強度が必要なら30%以上
- サポート:オーバーハングが45度以上ある場合はONに
- 「スライス」ボタンをクリック
- プレビュー画面に切り替わり、レイヤーごとのGコードパスが表示されます。スライダーを動かして各層の印刷パスを確認してみてください。問題がなければ次のステップへ進みます
Step 5:データのエクスポートと印刷開始
スライスが完了したら、プリンターに合わせてデータを送信します。
| 接続方法 | 手順 |
|---|---|
| Bambu Labプリンター | Bambuアカウントでログインすれば、LANまたはクラウド経由で直接送信可能。「印刷」ボタンひとつで送信&印刷開始 |
| Klipper(Moonraker) | プリンター設定でMoonrakerのIPアドレスを入力。ネットワーク経由でGコードを直接送信・印刷開始 |
| OctoPrint | OctoPrintのURL+APIキーを設定。ネットワーク経由でアップロード可能 |
| SDカード / USB | 「Gコードをエクスポート」ボタンでファイルに保存し、SDカードやUSBメモリ経由でプリンターに転送 |
素材別フィラメント設定ガイド
フィラメントの種類ごとに、OrcaSlicerでの推奨設定値をまとめました。これはあくまで「出発点」としての目安です。実際のベストな設定はフィラメントのメーカーやカラーによって異なるので、キャリブレーション(後述)で追い込むことをおすすめします。
| 素材 | ノズル温度 | ベッド温度 | 印刷速度目安 | 備考 |
|---|---|---|---|---|
| PLA | 200〜210℃ | 55〜60℃ | 60〜150mm/s | 最も扱いやすい素材。パーツ冷却ファンは全開推奨 |
| PETG | 230〜245℃ | 75〜80℃ | 40〜100mm/s | 糸引きしやすいのでリトラクション調整が重要。冷却ファンは50〜70% |
| ABS | 240〜260℃ | 100〜110℃ | 40〜80mm/s | エンクロージャー推奨。反りが出やすいので密閉環境が重要。冷却ファンはOFF or 最小 |
| ASA | 240〜260℃ | 100〜110℃ | 40〜80mm/s | ABS同様エンクロージャー推奨。屋外使用パーツに最適(UV耐性が高い) |
| TPU | 220〜235℃ | 50〜60℃ | 20〜40mm/s | 柔軟素材のため速度を落とす。ダイレクトドライブ推奨。ボーデン式では詰まりやすい |
| PA(ナイロン) | 250〜270℃ | 80〜100℃ | 40〜80mm/s | 吸湿しやすいのでドライボックス保管必須。エンクロージャー推奨 |
| PC(ポリカーボネート) | 260〜280℃ | 105〜115℃ | 30〜60mm/s | 高温ノズル・エンクロージャー必須。反りが非常に出やすい |
素材ごとのリトラクション設定目安
リトラクション(引き戻し)の設定は、エクストルーダーの方式と素材の組み合わせで大きく変わります。
| 素材 | ダイレクトドライブ(距離 / 速度) | ボーデン式(距離 / 速度) |
|---|---|---|
| PLA | 0.5〜1.5mm / 30〜50mm/s | 4〜6mm / 40〜60mm/s |
| PETG | 0.8〜2.0mm / 25〜45mm/s | 4〜7mm / 35〜50mm/s |
| ABS | 0.5〜1.5mm / 30〜50mm/s | 4〜6mm / 40〜60mm/s |
| TPU | 0〜1.0mm / 20〜30mm/s | 非推奨(ボーデン式ではTPUの引き戻しは難しい) |
【最大の強み】OrcaSlicerのキャリブレーション機能を徹底解説
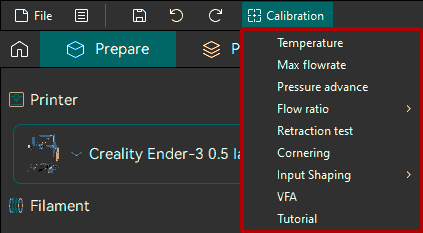
画像: OrcaSlicer公式Wiki(AGPL v3 License) - キャリブレーション機能一覧
OrcaSlicerを使う最大の理由、それはキャリブレーション機能の充実度です。「フィラメントを変えたら急に印刷品質が落ちた」「角がダレる」「糸引きがひどい」...そんな悩みの多くは、フィラメントに合わせた設定が最適化されていないことが原因です。OrcaSlicerなら、これらの最適値をスライサー内で完結するテストで簡単に見つけられます。
キャリブレーションは上部メニューの「キャリブレーション」からアクセスできます。以下の順番で実行するのがおすすめです。
推奨キャリブレーション順序
- 温度キャリブレーション(まずはここから)
- 体積速度キャリブレーション(最大流量を把握)
- フロー率キャリブレーション(押し出し量の微調整)
- 圧力アドバンス(PA)キャリブレーション(角や線の始終点を綺麗に)
- リトラクションテスト(糸引き対策)
- 公差テスト(寸法精度の確認)
この順番にはちゃんと理由があります。温度が適切でなければフロー率の測定も正確になりませんし、フロー率が合っていない状態で圧力アドバンスをキャリブレーションしても意味がありません。「土台から順番に固めていく」イメージで進めてください。
1. 温度タワー(Temperature Tower)
なぜ温度キャリブレーションが必要なのか
「PLAなら200℃でしょ」と思っている方も多いかもしれませんが、実際にはフィラメントメーカーごと、さらにはカラーごとに最適な温度は異なります。たとえば同じPLAでも、あるメーカーの白は195℃がベストなのに、別メーカーの黒は215℃が最適、ということは珍しくありません。温度が高すぎると糸引きやオーバーハングの垂れが発生し、低すぎると層間の密着が弱くなって剥離や強度不足の原因になります。
OrcaSlicerでの実行手順
- 上部メニューの「キャリブレーション」→「温度」を選択
- フィラメントの種類(PLA/PETG/ABS/TPUなど)を選ぶと、その素材に適した温度範囲のタワーモデルが自動生成されます
- 必要に応じて開始温度・終了温度・ステップ幅を調整できます
- 「OK」をクリックすると、各段が異なる温度で印刷されるタワーが自動でスライスされます
- スライス後に印刷を実行
結果の読み方
印刷されたタワーの各段を、以下の4つのチェックポイントで確認します。
| チェックポイント | 見るべきところ |
|---|---|
| 糸引き(ストリンギング) | 各段の間に細い糸が出ていないか。温度が高い段ほど糸引きが出やすい |
| オーバーハング | 突き出し部分の下面が綺麗か。温度が高すぎると垂れ下がる |
| ブリッジ(橋渡し) | 空中に渡された部分がたるまずに張れているか |
| 表面の滑らかさ | 壁面が均一でツルッとしているか。温度が低すぎるとガサつくことがある |
すべてのチェックポイントで最もバランスよく仕上がっている段の温度が、そのフィラメントの最適印刷温度です。糸引きの少なさだけで判断せず、層間密着・ブリッジ・表面品質のバランスを見て決めてください。

画像: OrcaSlicer公式Wiki(AGPL v3 License) - 温度タワーの印刷結果
2. 最大体積速度(Max Volumetric Speed)テスト
なぜ体積速度テストが必要なのか
ホットエンドが1秒間に溶かせるフィラメントの量(mm³/s)には上限があります。この上限を超えて印刷しようとすると、フィラメントの溶融が追いつかず、表面がガサガサになったり、エクストルーダーが脱調(歯飛び)してフィラメントに傷がつくことがあります。特に高速プリントを目指す場合、この上限値を正確に把握しておくことが不可欠です。
テストの手順と結果の読み方
- 「キャリブレーション」→「体積速度」を選択
- テスト範囲を設定してスライス・印刷
- 印刷物の表面品質が崩れ始めるポイントを確認。印刷中にエクストルーダーからカチカチ音がし始めたら、そこが限界点です
- 崩れ始めるポイントの手前の値(余裕をもって90%程度)を、フィラメント設定の「最大体積速度」に入力します
この値を正しく設定しておくと、OrcaSlicerが自動的に速度を制限してくれるので、「速度を上げすぎてフィラメントの溶融が追いつかない」というトラブルを防げます。一般的なPLAの場合、標準的なホットエンドで12〜18mm³/s程度、高流量ホットエンドでは20〜30mm³/s以上のスループットが出ることもあります。
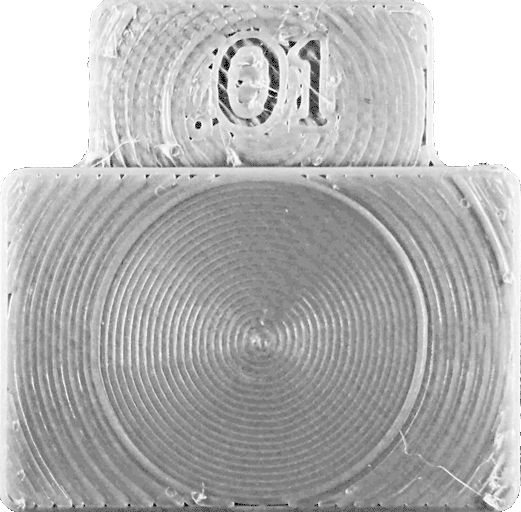
3. フロー率キャリブレーション(Flow Rate Calibration)
なぜフロー率の調整が必要なのか
フィラメントは公称1.75mmでも、実際の径は1.73〜1.77mm程度のばらつきがあります。さらにエクストルーダーのギアの摩耗具合やテンション設定によっても、実際に押し出される量は変わります。このわずかな違いが積み重なると、印刷品質に大きく影響するんです。
テストの手順
- 「キャリブレーション」→「フロー率」を選択
- プリンター・フィラメント・印刷設定を選んで実行
- OrcaSlicerでは「パスフロー法(Line Method)」が採用されています。9つの異なるフロー率修正値で印刷されたブロックが生成されます
- 表面が最も平滑で、過剰押し出し(膨らみ)や過少押し出し(隙間)のないブロックの値を選びます
結果の読み方
印刷されたブロックの上面を観察します。
- 隙間や溝が見える → フロー率が低すぎる(値を上げる)
- 表面が膨らんでいる・波打っている → フロー率が高すぎる(値を下げる)
- 表面が平滑で均一 → その値が最適
適正値は通常0.95〜1.05の範囲に収まります。この範囲を大きく外れる場合は、エクストルーダーのテンションやギアの状態を確認してみてください。
画像: OrcaSlicer公式Wiki(AGPL v3 License) - フロー率キャリブレーション結果
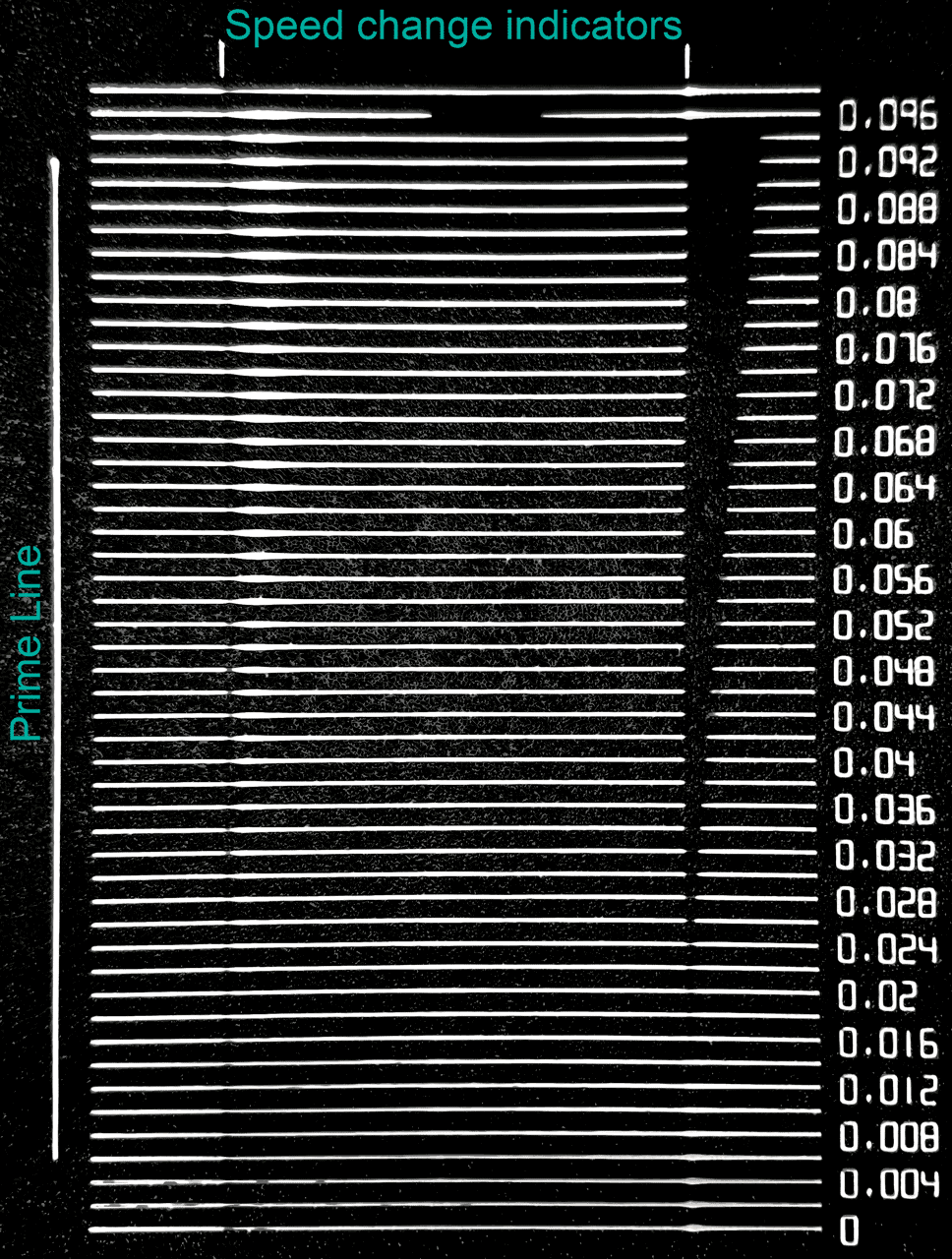
4. 圧力アドバンス / リニアアドバンス(Pressure Advance / Linear Advance)
なぜ圧力アドバンスの調整が必要なのか
FDMプリンターはノズルからフィラメントを押し出すとき、加速・減速に対して押し出し量に遅れが生じます。具体的には、ノズルが加速するとき実際の押し出しが追いつかず線が細くなり、減速するとき余分に押し出されて線が太くなります。この「遅れ」を予測的に補正するのが圧力アドバンス(PA)です。
PA値が適切でないと、以下のような問題が発生します。
- コーナーの外側に膨らみ(ダマ)ができる
- 直線の始点・終点がボコボコになる(ブロブ)
- 外壁の幅が不均一になる
PA値を最適化すると、角がシャープに仕上がり、線の始まりと終わりもクリーンになります。特に外壁の見栄えが劇的に改善するので、見た目を重視する方にはぜひやってほしいキャリブレーションです。
3つのテスト方法
OrcaSlicerには3つのPA測定方法が用意されています。それぞれの特徴を理解して、使い分けてみてください。
| テスト方法 | 特徴 | こんなときに使う |
|---|---|---|
| PAライン方式 | 直線を速度を変えながら印刷し、線幅の均一さを確認。短時間で結果が得られる | まずはこれで大まかな値を探る。印刷時間が短いので最初の一歩に |
| PAパターン方式 | コーナーを含むパターンを異なるPA値で印刷。より精密な比較が可能 | ライン方式で絞った範囲をさらに追い込む |
| PAタワー方式 | 段階的に値が変わるタワーモデル。温度タワーと似た形式で視覚的に比較できる | じっくり比較したい場合。初心者にもわかりやすい |
ダイレクトドライブ vs ボーデンでの違い
エクストルーダーの方式によって、PA値の適正範囲は大きく異なります。
- ダイレクトドライブ:PA値は0.01〜0.08程度が一般的。フィラメントパスが短いため応答が速く、小さい値で十分な補正効果が得られます
- ボーデン式:PA値は0.2〜1.0程度になることも。チューブの長さ分だけ応答遅れが大きいため、より大きな補正値が必要です
結果の読み方
コーナーがシャープで、線の開始・終了部分にダマや欠けがない値がベストです。PAライン方式では、低速部分と高速部分で線幅が均一になっている行を見つけてください。
画像: OrcaSlicer公式Wiki(AGPL v3 License) - PAタワーテスト結果
画像: OrcaSlicer公式Wiki(AGPL v3 License) - PAラインテスト結果
OrcaSlicerではPA値をフィラメントプロファイルに保存できるので、一度キャリブレーションすればフィラメントを切り替えたときに自動的に正しい値が適用されるのが大きなメリットです。
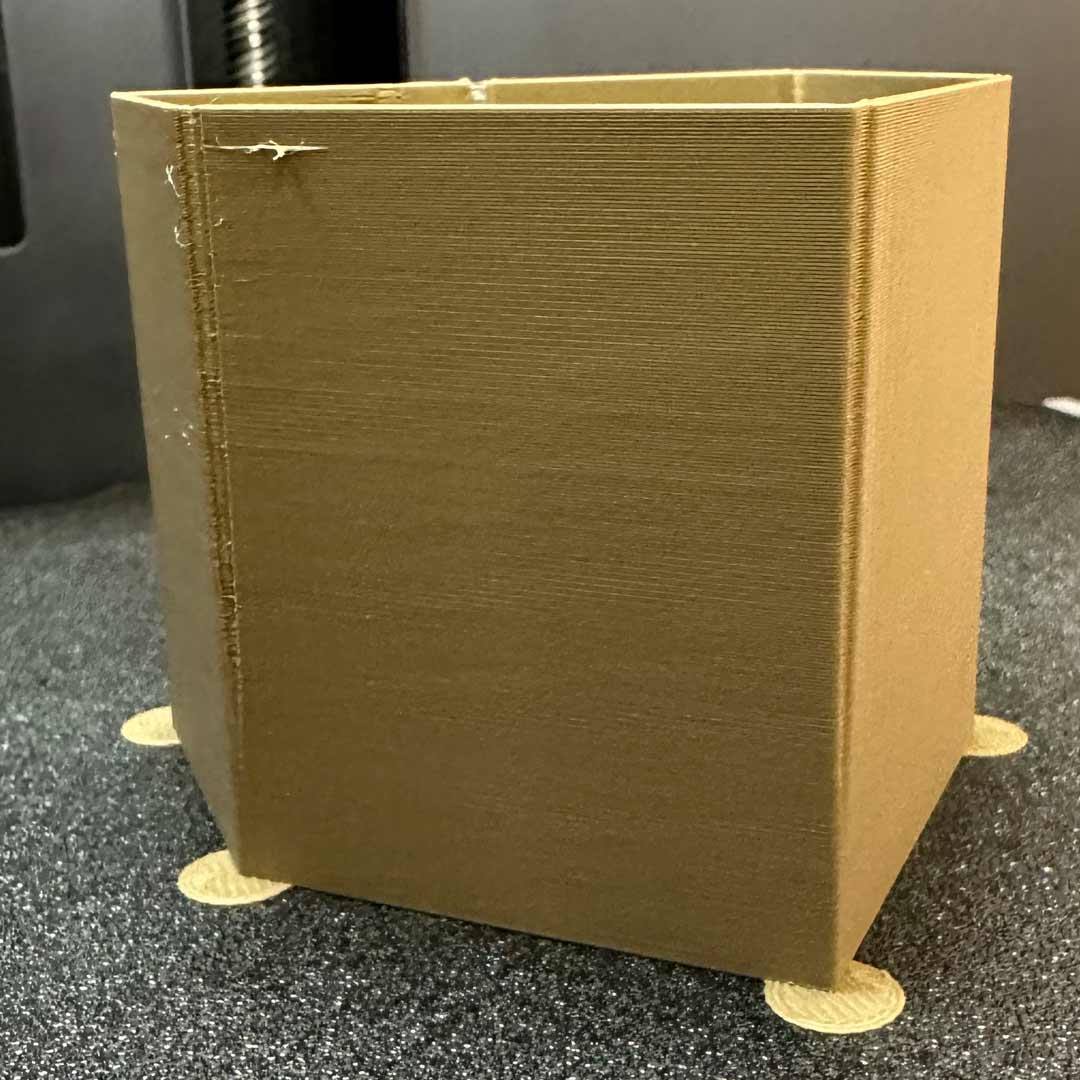
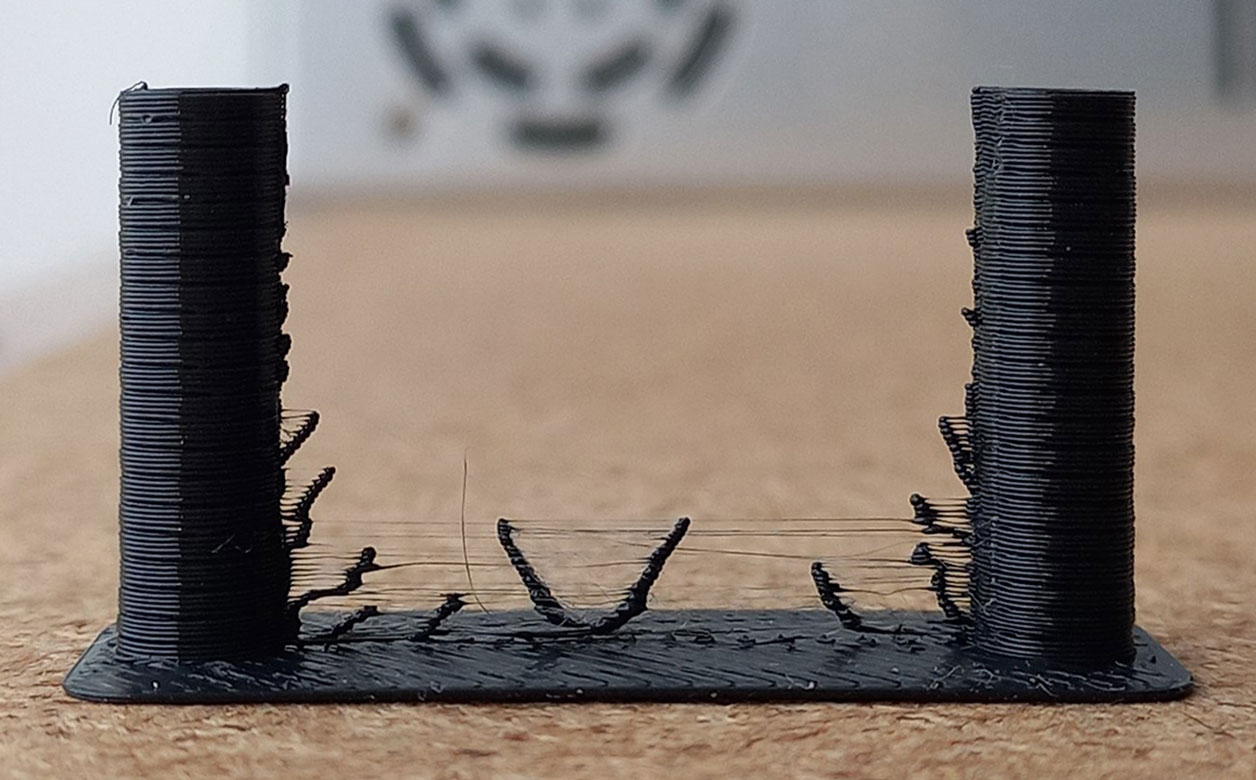
5. リトラクションテスト(Retraction Test)
なぜリトラクションテストが必要なのか
フィラメントの引き戻し量と速度を最適化して、糸引き(ストリンギング)を減らすテストです。糸引きは「見た目が悪くなるだけ」と思われがちですが、実はプリント物の表面に細い糸が付着して後処理が大変になったり、ノズル周辺にフィラメントが蓄積してダマの原因になったりと、品質全体に影響します。
テストの手順
- 「キャリブレーション」→「リトラクション」を選択
- テストする引き戻し距離の範囲と、速度を設定します
- 印刷を実行すると、異なるリトラクション設定で複数の柱が印刷されます
- 柱間の糸引きが最も少ない設定値を採用します
距離と速度の調整ガイド
| パラメータ | ダイレクトドライブ | ボーデン式 |
|---|---|---|
| 引き戻し距離 | 0.5〜2.0mm | 3〜7mm |
| 引き戻し速度 | 30〜50mm/s | 40〜60mm/s |
リトラクション距離を増やしすぎると、逆にノズル内に空気が入ってブロブやスキップが発生します。「多ければ多いほどいい」わけではないので、テストで最適な量を見つけるのが大切です。特にPETGは糸引きしやすい素材なので、丁寧にテストすると仕上がりが大きく変わります。
画像: OrcaSlicer公式Wiki(AGPL v3 License) - リトラクションテスト結果
6. その他の高度なキャリブレーション
上級者向けに、さらに以下のキャリブレーションも用意されています。
公差テスト(Tolerance Test)
穴径や嵌合部品の寸法精度を確認するテストです。OrcaSlicerの公差テストでは、異なるクリアランスの穴が並んだテストピースが印刷されます。実際に棒やネジを通してみて、スムーズに入る穴のクリアランス値を確認します。機構部品やケースなど、パーツ同士を組み合わせる設計をしている方には必須のテストです。
体積速度テスト(Volumetric Flow Test)
プリンターとフィラメントの組み合わせで、最大どこまで押し出し量を上げられるかを測定します。この値はフィラメントプリセットの「最大体積速度」に入力し、速度上限の自動制御に使われます。
VFA(Vertical Fine Artifacts)テスト
垂直面の微細な縞模様(VFA)を軽減するためのテストです。VFAはモーターの振動やベルトのテンションに起因する縦方向の縞模様で、特に平面が広いモデルで目立ちます。速度やジャーク設定を変えながら印刷し、縞模様が最も目立たない設定を見つけます。
入力シェーピング(Input Shaping)テスト
高速印刷時のゴースティング(共振跡)を軽減するためのテストです。プリンターの共振周波数を測定し、その周波数に合わせたフィルターを適用することで、高速でも表面品質を維持できます。Klipperファームウェアと組み合わせると特に効果的です。
キャリブレーション結果の保存について
OrcaSlicerの優れている点は、キャリブレーション結果をフィラメントプロファイルに紐づけて保存できることです。たとえば「eSUN PLA+ ブラック」のプロファイルに温度・フロー率・PA値をすべて記録しておけば、次にそのフィラメントを使うときは自動的に最適な設定が適用されます。フィラメントを何種類も使い分ける方には、この仕組みが本当に重宝します。
「全部やらなきゃいけないの?」と感じるかもしれませんが、まずは温度タワーとフロー率の2つだけでも十分効果があります。この2つだけで印刷品質は見違えるほど変わります。余裕が出てきたらPA、リトラクションと進めていきましょう。「完璧を目指す」必要はありません。少しずつやるだけで確実に品質が向上します。
OrcaSlicer vs Bambu Studio ― 違いと使い分け
「Bambu Labのプリンターを使っているけど、OrcaSlicerに乗り換えるべき?」という疑問をお持ちの方も多いと思います。それぞれの特徴を詳しく比較してみましょう。
| 比較項目 | OrcaSlicer | Bambu Studio |
|---|---|---|
| 開発元 | コミュニティ(オープンソース・AGPL v3) | Bambu Lab社(公式・AGPL v3(オープンソース)) |
| 対応プリンター | 200機種以上(Bambu Lab含む全メーカー) | Bambu Lab製品のみ |
| キャリブレーション | 温度・フロー率・PA・MVS・リトラクション・入力シェーピング・公差・VFAなど10種類以上 | 基本的なフローキャリブレーション程度 |
| マルチマテリアル | MMU/AMS対応。ワイプタワーのタイプ選択やフラッシング量のカスタマイズが柔軟 | AMS完全対応。純正ならではの安定感 |
| Klipper対応 | Moonraker経由でネットワーク送信・PA/入力シェーピング管理が可能 | 非対応 |
| UIカスタマイズ性 | 詳細設定がデフォルト表示。アコーディオンタブで柔軟なレイアウト | 初心者向けにシンプル。「詳細」モードで設定項目を追加表示 |
| Bambu Lab連携 | LAN/クラウド送信対応(ログインが必要) | 完全統合(AMS管理、カメラ監視、ファームウェア更新等) |
| 更新頻度 | コミュニティ主導で月1〜2回程度のアップデート | Bambu Labのリリースサイクルに依存 |
| コミュニティ | GitHub Issues/Discussionsで活発。バグ報告→修正が早い | Bambu Lab公式フォーラム |
| 価格 | 無料 | 無料 |
3つのシナリオで考える「どちらを選ぶべきか」
比較表だけでは判断しにくい方のために、具体的なシナリオ別におすすめを整理しました。
シナリオ1:Bambu Labプリンターしか使わない
→ Bambu Studioで十分です。AMS管理、カメラ監視、ファームウェア更新など、Bambu Lab製プリンターとの統合機能は純正スライサーが最も安定しています。スライスの品質もOrcaSlicerと大きな差はなく、初心者にはシンプルなUIのBambu Studioのほうが使いやすいかもしれません。ただし「もっとキャリブレーションを追い込みたい」と思ったら、いつでもOrcaSlicerに移行できます。
シナリオ2:複数メーカーのプリンターを持っている
→ OrcaSlicerが有力な選択肢です。Bambu Lab + Creality、Bambu Lab + Elegooなど、異なるメーカーのプリンターを使い分けている方は、OrcaSlicerで統一管理するのが圧倒的に効率的です。メーカーごとに別のスライサーを使い分ける手間がなくなり、設定の流用もしやすくなります。
シナリオ3:Bambu Lab + キャリブレーションを極めたい
→ OrcaSlicer推奨です。Bambu Labのプリンターしか持っていなくても、OrcaSlicerのキャリブレーション機能を使うことで印刷品質を大幅に向上させられます。PA、フロー率、温度をフィラメントごとに最適化するワークフローは、一度体験すると手放せなくなります。AMS管理やファームウェア更新のときだけBambu Studioを使う「併用スタイル」がおすすめです。
ちなみに、OrcaSlicerとBambu Studioは両方インストールして併用しても問題ありません。普段はOrcaSlicerでスライスして、AMS管理やファームウェア更新のときだけBambu Studioを使う、というスタイルの方も多いです。
OrcaSlicerのおすすめ設定Tips
画像: OrcaSlicer公式Wiki(AGPL v3 License) - フィラメントプリセット設定画面
OrcaSlicerをもっと活用するための便利な設定やTipsを紹介します。まずは主要な設定項目を一覧でまとめました。
印刷品質・速度の主要設定一覧
| 設定項目 | 推奨値 | 効果・ポイント |
|---|---|---|
| レイヤー高さ | 品質重視: 0.12〜0.16mm バランス: 0.2mm 速度重視: 0.28mm |
値が小さいほど表面が滑らかに。0.2mmが多くの用途で最適なバランス点 |
| 壁の数(外壁) | 通常: 3壁 強度重視: 4〜5壁 |
壁を増やすとインフィルより効果的に強度UP。見た目も改善 |
| インフィル率 | 通常: 15〜20% 強度重視: 30〜50% |
パターンはGyroid(等方性)やCubic(軽量高強度)がおすすめ |
| 印刷速度(外壁) | 品質重視: 40〜80mm/s 高速: 150〜300mm/s |
MVSキャリブレーション結果を元に上限を設定。高速時はPA調整必須 |
| シーム位置 | 「背面に配置」or「最寄り」 | 「シームペインティング」で手動指定も可能。見えない位置に集約 |
| サポート | ツリーサポート推奨 | 除去しやすく材料節約。「サポートペインティング」で範囲指定も可 |
| アイロニング | 上面を滑らかにしたい時ON | V2.3.1以降はフィラメントごとにアイロニング設定を変更可能に |
| ブリム | 接地面が小さいモデルでON | 反りや剥がれ防止に効果的。V2.3.2でブリム補正機能が改善 |
印刷速度の最適化
速度を上げたい場合は、まず体積速度テストでフィラメントの限界を把握してから、部位ごとに速度を設定するのが効果的です。
| 部位 | 品質重視 | バランス | 高速 |
|---|---|---|---|
| 外壁 | 40〜60mm/s | 80〜120mm/s | 150〜250mm/s |
| 内壁 | 60〜100mm/s | 120〜200mm/s | 200〜350mm/s |
| インフィル | 80〜120mm/s | 150〜250mm/s | 250〜500mm/s |
| トップ/ボトム | 40〜60mm/s | 80〜120mm/s | 120〜200mm/s |
加速度の設定も重要です。速度だけ上げても加速度が低いと、短い直線では目標速度に到達する前に次のコーナーが来てしまい、実効速度はほとんど変わりません。高速プリントを目指す場合は、加速度を5,000〜20,000mm/s²程度まで上げてみてください(ただし入力シェーピングの設定も併せて調整が必要です)。

画像: OrcaSlicer公式Wiki(AGPL v3 License) - 印刷速度設定画面
高品質プリントのコツ
見た目の美しさを最大限に追求するための設定をまとめました。
- レイヤー高さを下げる:0.12mmまで下げると、層の段差がほとんど見えなくなります。ただし印刷時間は大幅に増えるので、見える面だけ品質を上げたい場合は「可変レイヤー高さ」機能を活用してください
- 壁数を増やす:4壁以上にすると、インフィルパターンが外壁に透けて見える「ゴースティング」が減ります。強度も大幅に向上
- トップ/ボトム層数を増やす:最低5層以上が推奨。少ないとインフィルのパターンが上面に透けて見えます
- 外壁を先に印刷:「外壁を先に印刷」オプションをONにすると、外壁の精度が上がります。ただしオーバーハング部分では逆効果になる場合もあるので、モデルに応じて使い分けてください
- アイロニング:上面にノズルを低速で再度走らせて表面を平滑にする機能。フラットな上面を持つモデルには非常に効果的です
サポート設定のコツ
OrcaSlicerのサポート設定は非常に細かく調整できます。目的に応じて使い分けてみてください。
| サポートタイプ | 特徴 | おすすめシーン |
|---|---|---|
| 通常サポート | 格子状のサポート構造。安定性が高い | 大きなオーバーハングや広い面を支える必要がある場合 |
| ツリーサポート | 木の枝のような形状。除去しやすく材料節約 | フィギュアや複雑な形状のモデル。ほとんどの場合はこちらが推奨 |
サポートの主要な調整ポイントは以下の3つです。
- Z距離(接触面の間隔):サポートとモデルの間の隙間。大きくすると剥がしやすくなるが、支持力は低下。0.15〜0.25mmが一般的
- サポート密度:高いほど支持力UP&材料消費UP。通常15〜25%で十分
- サポートペインティング:サポートを付けたい場所・付けたくない場所を手動で指定できるOrcaSlicerの便利な機能。自動生成で余計な場所にサポートが付くのを防げます

画像: OrcaSlicer公式Wiki(AGPL v3 License) - サポート設定画面
マルチカラー印刷のTips
Bambu LabのAMSや、他社のマルチマテリアルユニットを使ったマルチカラー印刷では、以下のポイントに注意してください。
- ワイプタワー:フィラメント切り替え時のパージに使うタワー。V2.3.2ではワイプタワーの形状タイプが選べるようになり、消費量を削減できます
- フラッシュ量(パージ量):フィラメントを切り替えるときにノズル内の前の色を完全に排出するために必要な量。色の濃淡で必要量が変わります(濃い色→薄い色への切り替えでは多めに設定)
- フィラメント切り替え時のリトラクション:切り替え時に適切なリトラクションが設定されていないと、切り替え位置にブロブが残ることがあります
Klipper連携のポイント
Klipper対応プリンターをお使いの方にとって、OrcaSlicerとの連携は大きなメリットがあります。
- ネットワーク送信:プリンター設定で「Klipper」を選択し、MoonrakerのIPアドレスを入力するだけでネットワーク送信が可能になります
- 圧力アドバンス管理:PA値をOrcaSlicerのフィラメントプロファイルで管理することで、printer.cfgを直接編集する手間が省けます。フィラメントを切り替えるだけで自動的に適切なPA値が適用されます
- 入力シェーピング:OrcaSlicerの入力シェーピングキャリブレーションでプリンターの共振周波数を測定し、最適なフィルター設定を導き出せます
- GコードマクロとKlipperコマンド:カスタムGコード欄にKlipper固有のマクロを記述することも可能です
OrcaSlicerのトラブルシューティング
OrcaSlicerの使用中に遭遇しやすいトラブルと、その解決策をまとめました。
| トラブル | 原因 | 解決策 |
|---|---|---|
| スライスが異常に遅い | モデルのポリゴン数が多すぎる、または複雑なツリーサポートの計算 | MeshLabやBlenderでポリゴン数を削減(デシメーション)。ツリーサポートを通常サポートに変更してみるのも有効 |
| Gコードのエクスポートでエラー | ファイルパスに日本語や特殊文字が含まれている | 保存先のフォルダ名・ファイル名を英数字のみにする。デスクトップ直下に保存するのが確実 |
| プリンターが認識されない(ネットワーク送信) | 同一ネットワーク上にない、またはファイアウォール設定 | PCとプリンターが同じWi-Fiネットワーク上にあるか確認。Bambu Labの場合はログイン状態も確認。IPアドレス直接入力も試す |
| フィラメント設定が保存されない | 「システムプリセット」を直接編集しようとしている | 設定変更後に「名前を付けて保存」でユーザープリセットとして保存。システムプリセットは上書き不可 |
| 印刷結果がプレビューと違う | プリンターの実際の動作がスライサーの想定と異なる | 各種キャリブレーション(温度・フロー率・PA)を実行して設定を最適化。ベッドのレベリングも再確認 |
| モデルが赤く表示される | モデルがビルドプレートの範囲外にある、またはメッシュエラー | 「プレートの中心に配置」ボタンで再配置。メッシュエラーの場合は右クリック→「メッシュ修復」を試す |
| OrcaSlicerが起動しない・クラッシュする | 設定ファイルの破損、GPUドライバーの問題 | 設定フォルダ(Windows: %AppData%\OrcaSlicer、macOS: ~/Library/Application Support/OrcaSlicer)をリネームして初期化。GPUドライバーの更新も試す |
| アップデート後に設定が消えた | メジャーバージョンアップ時にプロファイル形式が変更されることがある | アップデート前にユーザープリセットをエクスポートしておくのが安全。設定 → エクスポートで書き出し可能 |
OrcaSlicer よくある質問(FAQ)
Q. OrcaSlicerは商用利用できますか?
はい、できます。GNU AGPL v3ライセンスのもと、個人利用・商用利用ともに無料で使えます。OrcaSlicerで作成したGコードを使って印刷した製品を販売することも問題ありません。
Q. Bambu Labのプリンターでも使えますか?
はい、X1 Carbon、X2D、P1S、P1P、A1、A1 mini、H2D、H2S、H2Cなど、Bambu Labの全機種に対応しています。X2Dのデュアルノズル構成もOrcaSlicerで対応しており、メインノズルと補助ノズル(サポート材用)それぞれのプロファイル設定が可能です。Bambuアカウントでログインすれば、LAN/クラウド経由での印刷データ送信も可能です。
Q. Bambu StudioからOrcaSlicerに設定を移行できますか?
直接のインポート機能はありませんが、OrcaSlicerはBambu Studioと同じプロファイル構造をベースにしているため、主要な設定値は手動で移し替えることができます。また、OrcaSlicerにはBambu Lab向けの高品質なプリセットが最初から含まれているので、ゼロからすべて設定し直す必要はありません。実際のところ、OrcaSlicerのプリセットをベースに温度とフロー率だけキャリブレーションし直せば、すぐに同等以上の品質で印刷できるケースがほとんどです。
Q. 光造形(SLA/LCD)プリンターでも使えますか?
いいえ。OrcaSlicerはFDM(熱溶解積層)方式専用のスライサーです。光造形プリンターにはCHITUBOXやLychee Slicerなどをお使いください。
Q. 日本語表示に対応していますか?
はい。設定の「Language」から日本語を選べば、ほぼすべてのUIが日本語で表示されます。翻訳はコミュニティの有志によって継続的に改善されています。
Q. OrcaSlicerの設定がわからなくなったら?
各設定項目にマウスカーソルを合わせると、ツールチップで説明とデフォルト値が表示されます。V2.3.2ではこのツールチップ機能がさらに拡充され、パーセンテージや文字列、ブール値の設定項目にもデフォルト値が表示されるようになりました。また、GitHubのWikiに詳細なドキュメントが公開されています。
Q. アップデートはどうすれば?
起動時に新しいバージョンが利用可能な場合、アップデート通知が表示されます。GitHubリリースページから最新版をダウンロードして上書きインストールすることもできます。アップデートの頻度はおおむね月1〜2回程度で、バグ修正や新機能追加が継続的に行われています。
Q. PrusaSlicerやCuraとの違いは?
PrusaSlicerはPrusa社が開発する高品質なスライサーで、OrcaSlicerの「祖父」にあたる存在です。安定性が高いですが、キャリブレーション機能はOrcaSlicerほど充実していません。CuraはUltimaker社が開発する歴史あるスライサーで、プラグインが豊富なのが特徴ですが、UIがやや複雑で初心者には取っつきにくいという声もあります。OrcaSlicerはBambu StudioのモダンなUIをベースにしつつ、キャリブレーション機能で独自の強みを持っています。
Q. カスタムプリンターのプロファイルを作るには?
プリンター設定の「追加」から「カスタムプリンター」を選択し、ビルドボリューム、ノズル径、ベッド形状、エクストルーダーの方式などを手動で入力します。既存の似た機種のプロファイルをコピーして編集するのが効率的です。
Q. 3MFファイルとSTLファイル、どちらで読み込むのが良い?
可能であれば3MFファイルが推奨です。3MFはスライス設定やマルチカラー情報も含めることができ、STLより情報量が多い形式です。ただし、Thingiverse等で配布されているファイルはSTL形式が多いので、STLでも全く問題ありません。
まとめ:OrcaSlicerはFDMユーザーの「標準スライサー」になりつつある
OrcaSlicerは、もはや「マニア向けのニッチなツール」ではありません。キャリブレーション機能の充実度、対応プリンターの幅広さ、そして活発なコミュニティ開発による頻繁なアップデート。どれを取っても、FDM 3Dプリンターの標準スライサーと呼べるレベルに到達しています。
この記事の内容を改めて整理すると、OrcaSlicerの最大の価値は「キャリブレーション → プロファイル保存 → 自動適用」のワークフローにあります。一度フィラメントごとに設定を追い込んでおけば、あとはフィラメントを選ぶだけで最適な設定が自動的に適用される。この仕組みは、特にフィラメントを何種類も使い分ける方にとって大きな時間節約になります。
特に「フィラメントを変えるたびに設定が合わなくて困る」「もっと綺麗にプリントしたいけど、何を調整すればいいかわからない」という方には、OrcaSlicerのキャリブレーション機能が大きな助けになるはずです。
まだ使ったことがない方は、ぜひ一度試してみてください。無料で、インストールも簡単。きっと3Dプリントの品質が変わります。
3Dプリンターをお探しですか?
SK本舗では、OrcaSlicerに対応したFDM 3Dプリンターを幅広く取り揃えています。デュアルノズルで多色+サポートに強いBambu Lab H2D、大型造形に最適なCreality K2 Plus、コスパ抜群のElegoo Centauri Carbon 2、高精度モデルのAnycubic Kobra 3など、用途に合わせてお選びいただけます。フィラメントも国内最大級の品揃えです。
最適な3Dプリンターをプロに相談したい
SK本舗はBambu Lab・ELEGOO・Anycubic等の正規代理店として21ブランド以上を取り扱っています。用途・予算別に最適機種をご提案します。





