最終更新:2026年5月
この記事のポイント
Bambu Lab機種でPETG・ABSフィラメントを使う際の最適設定・注意点・トラブル対処を解説します。PETGは吸湿対策と糸引き防止が重要、ABSはエンクロージャ必須で反り対策が鍵です。各機種の推奨パラメータとSK本舗が取り扱う対応素材を整理します。
SK本舗 テクニカルシリーズ「Bambu Lab 素材別最適化」
第2回 / 全5回
第1回:PLA|第2回:PETG & ABS完全攻略ガイド(本記事)|第3回:ASA & PA|第4回:TPU|第5回:素材選定フローチャート
※本記事はBambuStudio環境を前提としています。OrcaSlicerをお使いの場合は設定名が異なる場合があります。
PLAの次のステップへ
SK本舗 関連ガイドページ
第1回のPLA編で「PLAの限界」について触れました。夏の車内で変形する、屋外で劣化する、落とすと割れる。これらの弱点をカバーしてくれるのが、今回の主役であるPETGとABSです。
この2つの素材は「PLAの上位互換」ではなく、それぞれ得意分野が異なります。PETGは耐薬品性と靱性に優れた万能選手。ABSは耐熱性と加工性が魅力のエンジニアリング素材。どちらを選ぶかで印刷の準備も設定もまったく違ってきます。
この記事では、PETG編とABS編に分けて、それぞれの素材特性からプリンター別の設定、トラブルシューティングまでを網羅的に解説します。最後にはPETG vs ABSの比較表も用意しましたので、用途に応じた使い分けの参考にしてください。

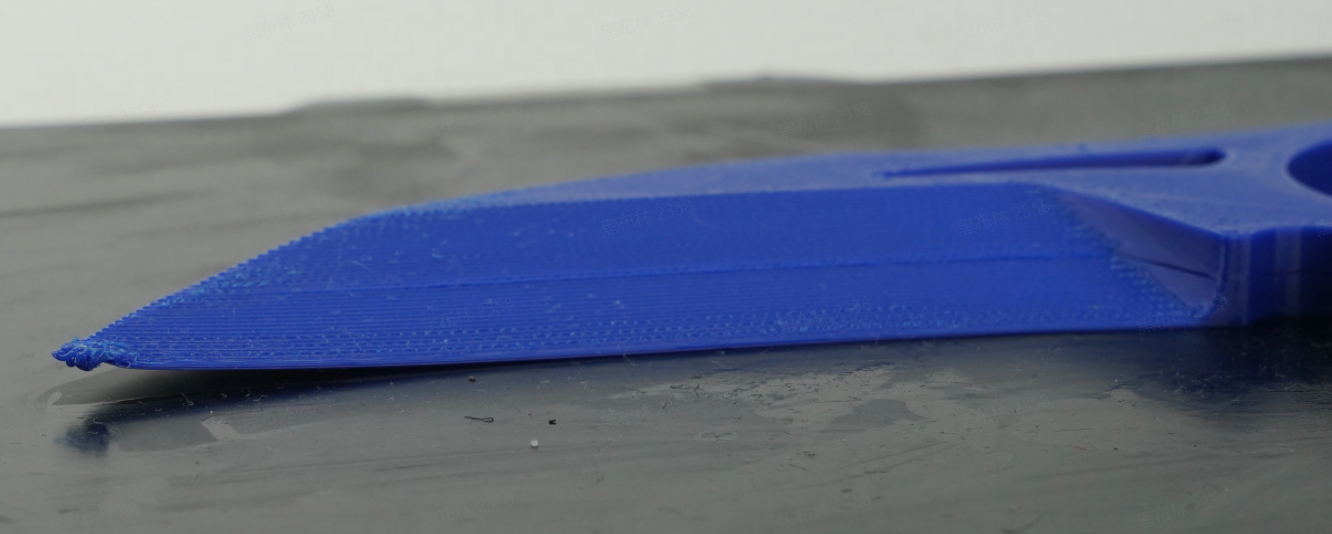
PETG(左)vs PETG-CF(右)― カーボンファイバー入りでマットな質感と高剛性を実現
PETGの素材特性

PETG(ポリエチレンテレフタレート・グリコール変性)は、ペットボトルの素材であるPETにグリコールを加えて結晶化を抑えたものです。透明性が高く、耐衝撃性と耐薬品性に優れ、PLAよりも一段上の耐熱性を持つ、まさに「万能系エンジニアリング素材」です。
基本物性を整理すると:
| 項目 | PETG | PLA(参考) |
|---|---|---|
| ガラス転移温度(Tg) | ~80℃ | ~60℃ |
| 熱変形温度(HDT) | ~70℃ | ~55℃ |
| 収縮率 | 0.3〜0.6% | 0.3〜0.5% |
| 吸湿性 | 高い(要乾燥) | 中程度 |
| 耐薬品性 | 優秀(アルカリ・多くの溶剤に耐性) | 弱い |
| 衝撃強度 | 高い(しなって曲がる) | 低い(パキッと割れる) |
| UV耐性 | 中程度(1年程度) | 弱い(3〜6ヶ月) |
| 印刷難易度 | 中程度 | 初心者向け |
PETGの強みは「バランスの良さ」です。PLAほど脆くなく、ABSほど反りにくく、エンクロージャーなしでも印刷できる。収縮率は0.3〜0.6%とPLAと同程度で、寸法精度も出やすい。「PLAだと性能が足りないけど、ABSほど手間をかけたくない」という場面にぴったりハマります。
一方で、PETGならではの弱点もあります。ストリンギング(糸引き)が非常に出やすい。これがPETG最大の悩みどころで、対策については後の章で徹底的に解説します。また、吸湿性がPLAより高いため、開封後の保管に気を使う必要があります。
もう1つ知っておいてほしいのが耐薬品性です。PETGはアルカリ、油類、多くの溶剤に強く、化学環境で使うパーツに適しています。逆に言えば、アセトンで溶けないのでABSのようなベーパー仕上げはできません。
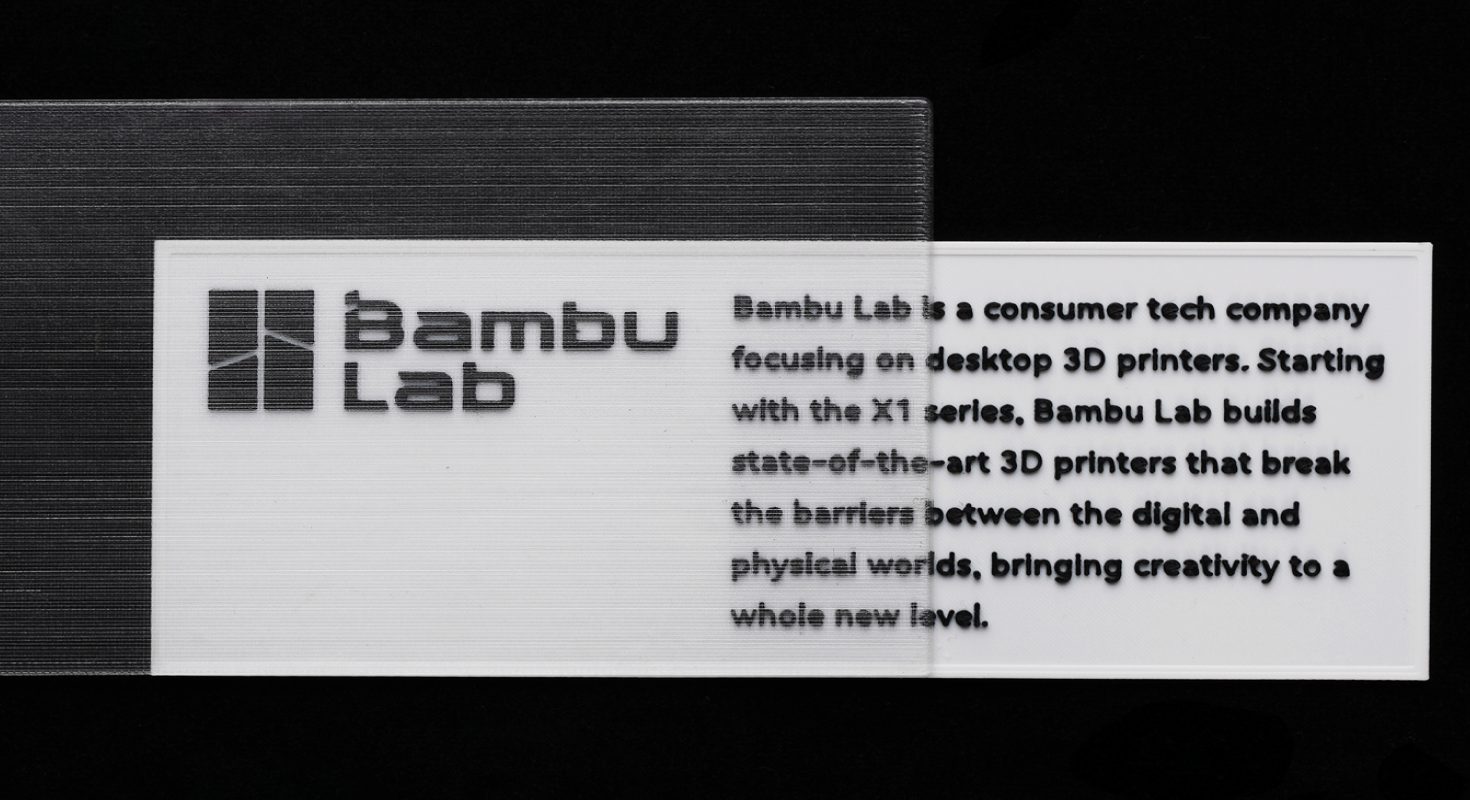
PETG Translucentで印刷した透明プレート ― 文字が透けて見える高い透過性(Bambu Lab Wiki)
PETGバリエーションの使い分け

PETG Basic ― 迷ったらこれ。半透明〜不透明の豊富なカラーバリエーション。耐衝撃性と耐薬品性を兼ね備えた、PETGの標準選択です。ノズル温度240〜250℃、体積流量18mm³/s(0.4mmノズル標準)。PLAと比べるとやや遅めですが、十分実用的な速度で印刷できます。
PETG-CF(カーボンファイバー入り) ― カーボン短繊維を配合したPETGです。剛性がBasicの約1.5倍に向上し、収縮も抑えられます。表面はマットな質感になり、積層痕が目立ちにくいのもメリット。硬化鋼ノズル必須(カーボン繊維が真鍮ノズルを削ります)。ノズル温度250〜260℃、体積流量12mm³/s。治具やブラケットなど強度が必要な場面で威力を発揮します。
PETG Translucent(半透明) ― PETGの透明性を最大限に活かしたバリエーションです。ライトカバー、ディスプレイケース、光を通すパネルなどに。透明度を上げるコツは、ノズル温度を高め(248〜255℃)にして、外壁1層のみ、速度を落とす(40〜60mm/s)こと。壁を厚くするほど透明感は失われるので注意してください。
| PETG Basic | PETG-CF | PETG Translucent | |
|---|---|---|---|
| 向いてる用途 | 万能・実用パーツ | 治具・高剛性部品 | ライトカバー・透明パーツ |
| ノズル温度 | 240〜250℃ | 250〜260℃ | 248〜255℃ |
| ベッド温度(テクスチャPEI) | 70〜80℃ | 70〜80℃ | 70〜80℃ |
| 体積流量(0.4mm標準) | 18 mm³/s | 12 mm³/s | 18 mm³/s |
| 硬化鋼ノズル | 不要 | 必須 | 不要 |
| ストリンギング | 出やすい | 少ない(CFが抑制) | 出やすい |
PETGのキャリブレーション ― PLAより重要です
第1回のPLA編でもキャリブレーションの重要性をお伝えしましたが、PETGではさらに重要度が上がります。理由は明確で、PETGはフロー率のわずかなズレがストリンギングに直結するからです。
フロー率が高すぎると、余分な樹脂がノズル先端に溜まって糸を引きます。低すぎると層間の接着が不十分になり、見た目も強度も落ちる。PLAよりもこの許容範囲が狭いんです。
キャリブレーション手順
1. フロー率キャリブレーション:BambuStudio → Calibration → Flow Rate。PLAと同じ9パッチ→5パッチの2段階です。PETGはわずかに少なめ(-2〜-5%程度)が適正値になることが多いです。「ちょっと足りないかな?」くらいがPETGではベストです。過剰押出はストリンギングの最大の原因になります。

BambuStudioのPETGフロー率設定 ― 0.95が推奨値(Bambu Lab Wiki)
2. フローダイナミクス(K-Value):BambuStudio → Calibration → Flow Dynamics。PETGの典型的なK-Valueは0.020〜0.030で、PLAの0.015〜0.020よりやや高め。粘性が高い分、圧力変動も大きくなります。
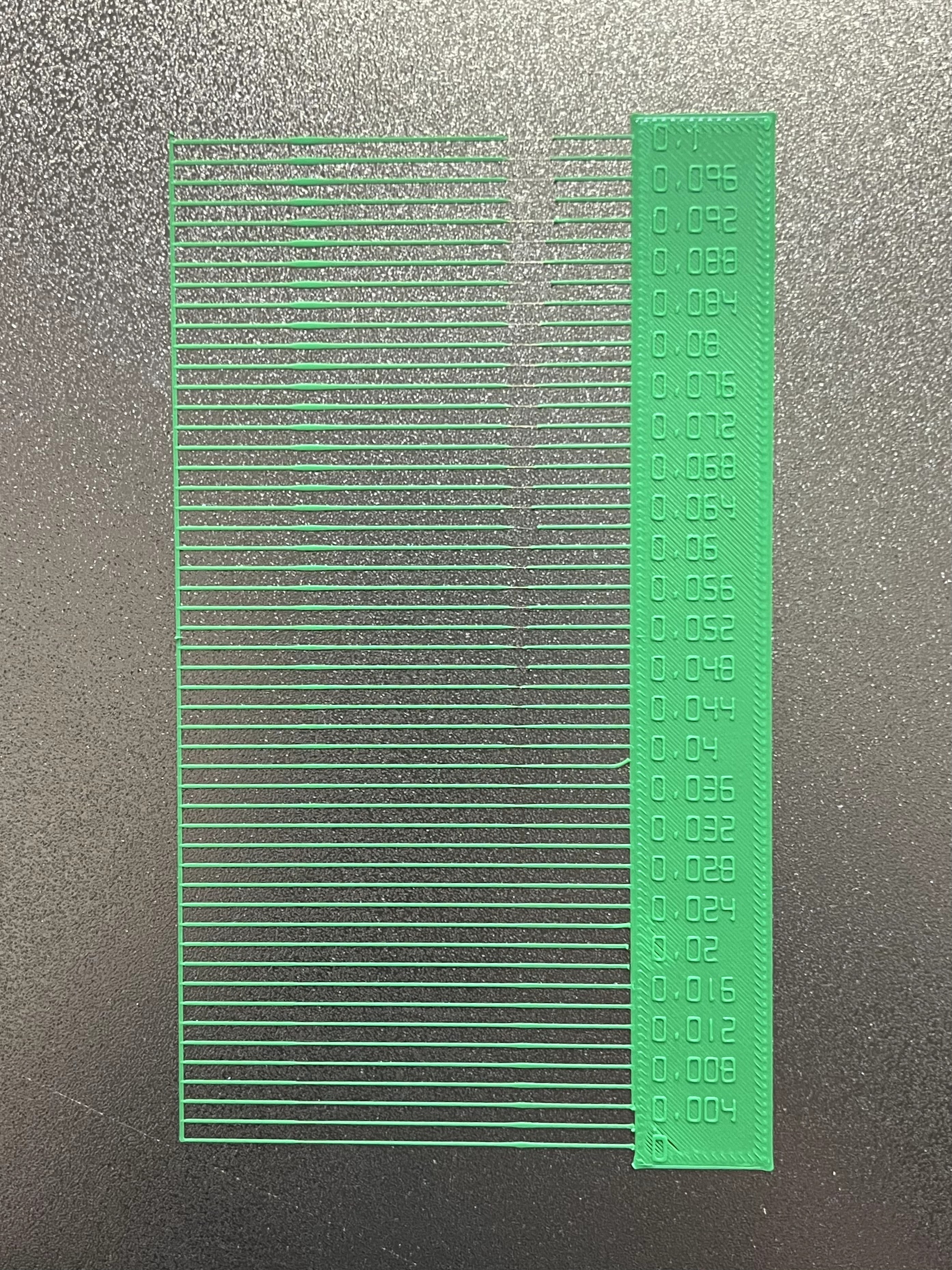
フローダイナミクス(K-Value)キャリブレーションのラインパターン ― 圧力補正値を自動算出する(Bambu Lab Wiki)
3. 温度タワー(推奨):PLAではあまり必要ないのですが、PETGでは温度タワーを印刷する価値があります。235〜255℃の範囲で5℃刻みのタワーを印刷し、ストリンギング・ブリッジ性能・層間接着のバランスが最も良い温度を見つけてください。一般的には240〜245℃あたりがスイートスポットです。

温度タワー ― 各温度での仕上がりを比較して最適なノズル温度を見つける(Bambu Lab Wiki)
順番:フロー率→温度タワー→K-Value。温度が決まってからK-Valueを取ってください。
プリンター別の最適設定(PETG)
PETGはPLAと違い、チャンバー温度に対してそこまで敏感ではありません。ただし、密閉機でチャンバーが高温になるとストリンギングが悪化します。「PETGは少し涼しい方がいい」と覚えておいてください。
H2S

H2シリーズのシングルノズル機です。ビルドボリューム340×320×340mmの広大な造形空間で、大型のPETGパーツも分割なしで印刷可能。最大印刷速度1,000mm/s、ノズル最大350℃、アクティブチャンバー加熱65℃。
PETG印刷時の最大のポイントはチャンバー加熱をOFFにすること。PETGのTg(~80℃)はPLAよりは高いですが、チャンバーを加熱するとストリンギングが劇的に悪化します。H2Sのフラップを開放状態にして、チャンバー温度を40℃以下に保つのが理想です。
PETG推奨設定:外壁60〜100mm/s、内壁100〜200mm/s、ノズル温度240〜250℃、ベッド温度70〜80℃(テクスチャPEI)、チャンバー加熱OFF、パーツ冷却ファン50〜70%。PLAのときより外壁速度を大幅に落とすのがコツです。
H2D / H2D Pro

H2シリーズのデュアルノズル機です。ビルドボリュームはシングルノズル時325×320×325mm、デュアルノズル時300×320×325mm。最大速度1,000mm/s、350℃、チャンバー65℃。
デュアルノズルのメリットとして、PETGとサポート素材を別ノズルに割り当てられます。PETGは粘性が高くサポート除去がPLAより難しいので、専用サポート材(Support for PETG)を使えるH2Dは快適です。
PETG推奨設定:H2Sと同じ。チャンバー加熱OFF、フラップ開放で運用してください。
H2C
Bambu Lab最上位のVortekツールチェンジャー搭載機です。ビルドボリューム最大330×320×325mm、最大速度1,000mm/s。PETGのマルチカラー印刷では、ツールチェンジ方式の恩恵でパージ廃棄を最小化できます。PETGは粘性が高いのでパージ量がPLAより多くなりがちですが、H2Cならその問題を根本的に解決できます。
PETG推奨設定:H2Sと同じ。チャンバー加熱OFF。
P2S

2026年登場のミッドレンジ機です。ビルドボリューム256×256×256mm、最大印刷速度600mm/s、PSMSサーボモーター搭載の高性能押出機。エンクロージャー付きですがアクティブチャンバー加熱はなく、パッシブで約50℃まで到達します。
PETGにはフロントドアを開放するか、コールドエアインテークを使用してチャンバー温度を下げてください。密閉したまま長時間印刷するとチャンバー温度が上昇し、ストリンギングが増えます。
PETG推奨設定:外壁60〜100mm/s、内壁100〜200mm/s、ノズル温度240〜250℃、ベッド温度70〜80℃(テクスチャPEI)、ドア開放推奨。
X1 Carbon

ビルドボリューム256×256×256mm、最大500mm/s。Micro Lidarによる自動キャリブレーションがPETGでも有効です。エンクロージャー付きなのでドアを開けるか蓋を外して使ってください。
PETG推奨設定:外壁60〜100mm/s、内壁100〜200mm/s、ノズル温度240〜250℃、ベッド温度70〜80℃。ドア開放。
X1E

ビルドボリューム256×256×256mm、最大500mm/s。アクティブチャンバー加熱最大60℃を搭載していますが、PETGではチャンバー加熱を使わないでください。40℃以下に保つのが理想です。
PETG推奨設定:X1Cと同じ。チャンバー加熱OFF。
X2D(X1 Carbon後継モデル)

X1 Carbonの後継となるデュアルノズル搭載機です。ビルドボリューム256×256×260mm(メインノズル時)、最大速度1,000mm/s、アクティブチャンバー加熱65℃、ノズル最大300℃。3段エアフィルター(G3+H12 HEPA+活性炭)を搭載しています。
PETGの印刷ではX1Cと同様にチャンバー加熱をOFFにして運用してください。アクティブチャンバー加熱機能を持っていますが、PETGでは不要です。デュアルノズルを活かしてPETG+PVAサポートの組み合わせも可能で、複雑な形状の造形が容易になります。
PETG推奨設定:外壁60〜100mm/s、内壁100〜200mm/s、ノズル温度240〜250℃、ベッド温度70〜80℃。チャンバー加熱OFF。X2D商品ページ →
P1S

エンクロージャー付きCoreXY機のエントリーモデルです。ビルドボリューム256×256×256mm、最大500mm/s。PETGでも十分に使えますが、やはりドア開放をおすすめします。
PETG推奨設定:外壁60〜80mm/s、内壁100〜150mm/s、ノズル温度240〜248℃、ベッド温度70〜80℃。ドア開放。
A1

オープンフレーム機です。ビルドボリューム256×256×256mm、最大500mm/s。エンクロージャーがないため、PETG印刷には実は非常に良い環境なんです。周囲温度が室温のまま保たれるので、ストリンギングが出にくい。ただし、ベッドスリンガー方式なので大型モデルでの外壁速度は控えめに。
PETG推奨設定:外壁60〜100mm/s、内壁100〜200mm/s、ノズル温度240〜250℃、ベッド温度70〜80℃(テクスチャPEI)。ファン50〜70%。
A2L
A1シリーズの大型版として2026年6月に予約受付が始まった、オープンフレームのベッドスリンガー機です。ビルドボリューム330×320×325mm(A1比+105%)、最高ベッド温度80℃。エンクロージャーがないオープン環境なので、A1と同じくPETGのストリンギングが出にくく、しかも大型のPETGパーツを分割せず一体で印刷できるのが強みです。等身大のヘルメットや大きめの治具など、A1の256mm角では収まらなかったサイズに向いています。ベッドスリンガー方式のため、大型モデルでは外壁速度を控えめにしてください。
PETG推奨設定:A1と同じ設定でそのまま使えます。外壁60〜100mm/s、ノズル240〜250℃、ベッド70〜80℃(テクスチャPEI)。大型造形時は反りと定着を安定させるため第1層をゆっくり敷くと安心です。なお、A2LはPLA・PETG向けの機種で、ABS・ASAなどの高温材料には対応していません(後述の「ABS編」を参照)。
A1 mini
A1のコンパクト版です。ビルドボリューム180×180×180mm、最大500mm/s。PETGの小型パーツには問題なく使えます。オープンフレームなのでストリンギング対策の面でも有利です。
PETG推奨設定:A1と同じ。ビルドボリュームが小さいので大型パーツは分割が必要です。
ベッド定着(PETG)

テクスチャPEIプレート ― PETGに最適な選択
PETGのベッド定着は、PLAとは少しコツが違います。
テクスチャPEI一択です。ベッド温度70〜80℃。これがPETGの黄金設定。のりは不要です。テクスチャPEIとPETGの相性は抜群で、定着力と剥離性のバランスが完璧です。冷えれば自然に剥がれますし、印刷中は安定して定着します。
スムースPEIは使わないでください。PETGはスムースPEIに定着しすぎて、剥がすときにPEIコーティングごと剥がれることがあります。プレートが痛むだけでなく、パーツの底面もガタガタになります。どうしてもスムースPEIを使いたい場合は、のりスティック(PVA系)を「離型剤」として塗ってください。これでPETGとPEIの間にバリア層ができ、剥離が楽になります。
Cool Plate SuperTackもPETGには使えますが、テクスチャPEIの方が安定します。Cool Plateを使う場合はベッド温度60〜70℃で。
PETGの第1層は、PLAよりもZ offsetをやや高め(ノズルとベッドの距離を広め)に設定するのがポイントです。PETGの第1層を潰しすぎると、底面にガラスのような透明な層ができてしまい、剥がすのが極端に難しくなります。BambuStudioのZ offsetを+0.02〜+0.05mm程度調整してみてください。
速度と品質 ― PETGは外壁を落とせ

PETGの推奨速度設定 ― 外壁速度を落とすのがPETG印刷のコツ(Bambu Lab Wiki)
PLAでは外壁200〜300mm/sでも問題なかったのに、PETGで同じ速度にすると途端に品質が落ちます。原因は粘性の違いです。PETGはPLAより粘度が高く、急な方向転換で樹脂がきれいに追従しません。
PETGの速度戦略はシンプルです:外壁は遅く、それ以外は速く。
外壁:60〜100mm/s。これ以上上げると、コーナーでのブロブや表面のザラつきが目立ちます。外壁の速度を落とすだけで印刷品質が劇的に改善するので、まずここを調整してください。
内壁:100〜200mm/s。外壁より速くてOKです。どうせ見えない部分ですからね。
インフィル:200〜300mm/s。体積流量の上限に注意しつつ、ここは速度を上げられます。
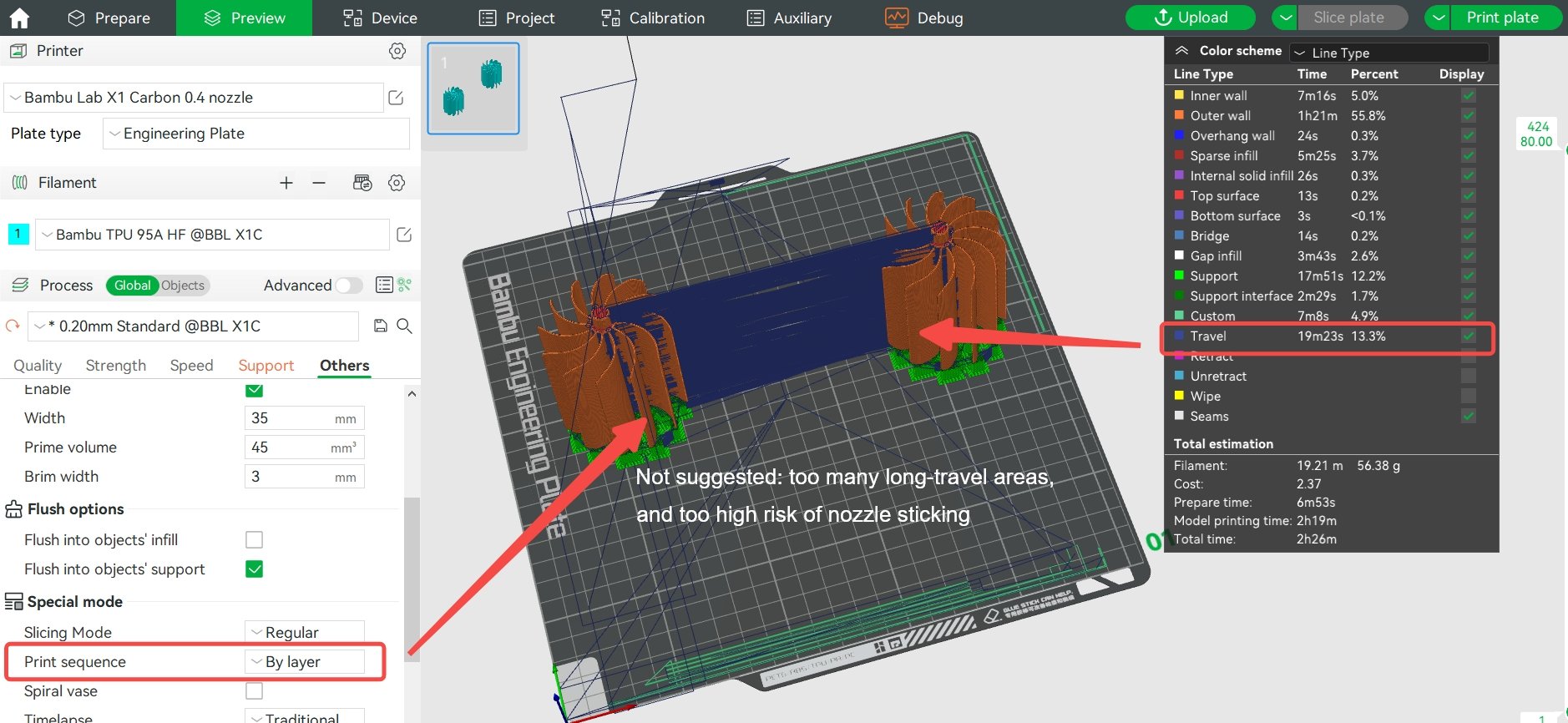
トラベル(空移動):最大速度。ただし、PETGではトラベル時の糸引きが問題になるので、「Avoid crossing perimeters」(輪郭の横断を避ける)をONにすると糸引きがパーツの内側に閉じ込められます。
冷却ファンの設定
PLAではファン100%が基本でしたが、PETGは50〜70%が推奨です。ファンが強すぎると層間接着が弱くなり、剥離の原因になります。ブリッジ部分だけ100%にするのがベストです。BambuStudioの「Bridge fan speed」を100%に設定しておけば、ブリッジ以外は自動的に指定の速度で回ります。
ただし、小さなパーツや薄壁では冷却不足で変形することもあります。その場合はファン速度を70〜80%に上げてください。パーツサイズに応じた調整が必要です。
ストリンギング対策 ― PETG最大の課題
PETGのストリンギング(糸引き)は、この素材を使う誰もが直面する問題です。「PETGはストリンギングが出るもの」と割り切ったうえで、最小化する方法を知っておきましょう。
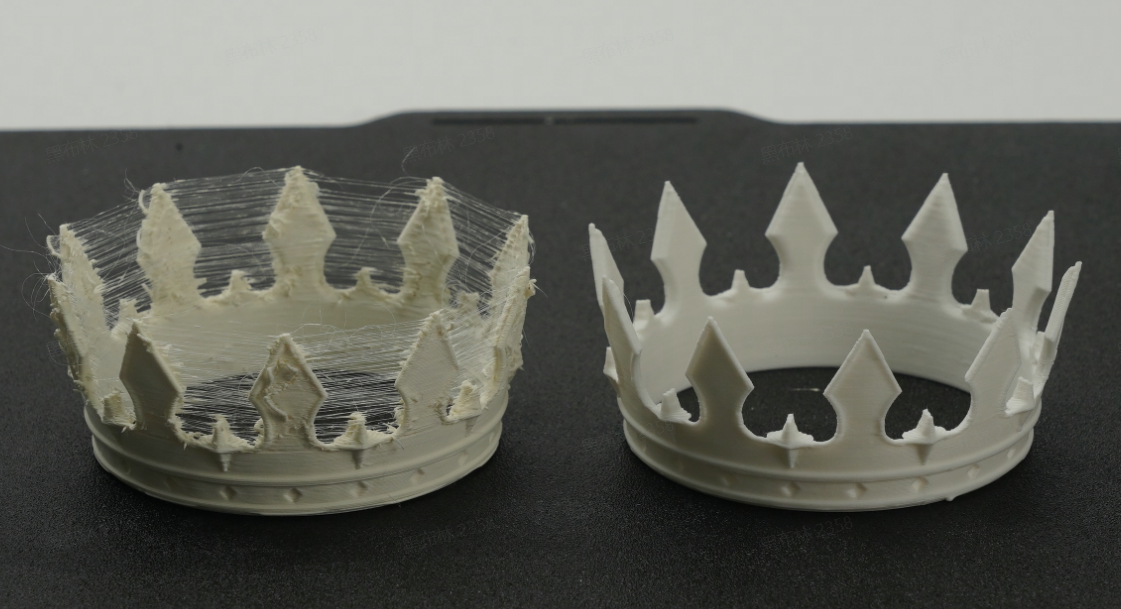
ストリンギングの例(左)と対策後(右)― 温度・リトラクション調整で劇的に改善(Bambu Lab Wiki)
なぜPETGは糸を引くのか

PETGはPLAに比べて溶融粘度が高く、糸が切れにくい性質があります。ノズルが次の場所に移動するとき、ノズル先端に残った樹脂が細い糸状に引っ張られます。PLAなら冷えてすぐ切れる糸が、PETGでは長く伸びてしまうんです。
対策の優先順位
1. フィラメントを乾燥させる(最重要)
吸湿したPETGは、水分がノズル内で蒸発してガスを生み、樹脂の粘度が不安定になります。乾燥していないPETGでストリンギング対策をしても無駄です。まず乾燥。これが大前提。65℃で4〜6時間、またはAMS 2 Proの乾燥機能を使用してください。
2. ノズル温度を下げる
温度が高いほど粘度が下がり、糸を引きやすくなります。BambuStudioのプロファイルが245℃なら、まず240℃に下げてテストしてください。5℃下げるだけでストリンギングが劇的に改善することがあります。ただし下げすぎると層間接着が弱くなるので、238℃を下限として見てください。
3. リトラクション設定
BambuStudioのデフォルトリトラクション(0.8mm)から微調整します。PETGでは1.0〜1.5mmが効果的なことが多いです。ただし、ダイレクトドライブで2.0mmを超えるのは絶対にNG(ヒートクリープの原因になります)。リトラクション速度は30〜40mm/sが目安。
4. ワイプ(Wipe)を有効にする
BambuStudioの「Wipe while retracting」をONにしてください。リトラクション中にノズルが印刷済みの部分をなぞるように移動し、ノズル先端の余分な樹脂を拭き取ります。これだけでストリンギングがかなり減ります。
5. トラベル速度を上げる
ノズルの移動速度が速いほど、糸が細くなって切れやすくなります。トラベル速度を300mm/s以上に設定してください。
6. Z-Hopを最小限にする
Z-Hop(リトラクション時にノズルを持ち上げる動作)は、ストリンギングを悪化させる場合があります。PETGではZ-Hopの高さを0.2〜0.4mmに抑えるか、必要な場面(インフィルの上を通過する場合など)だけに制限してください。
それでも残る細い糸への対処
上記の対策をすべて行っても、PETGでは細い糸が多少残ることがあります。これは素材の特性上、完全にゼロにするのは難しいです。対処法としては:
- ヒートガンを弱風(150〜200℃)で軽くあてると、細い糸が瞬時に消えます。最も手軽で確実な方法です
- ライターで素早くあぶる方法もありますが、パーツを溶かすリスクがあるので慣れが必要です
- デザインナイフで物理的に除去するのが一番安全です
後加工(PETG)
PETGの後加工は、PLAとはかなり勝手が違います。一言で言うと、研磨が非常にしにくい素材です。
サンディング

PETGの表面品質 ― 矢印部分の積層痕をサンディングで平滑にする(Bambu Lab Wiki)
PETGは柔軟性があるため、サンドペーパーで削ろうとすると「めくれ」が発生します。PLAのようにきれいに研磨面が出ない。コツは必ず水研ぎで行うことと、400番以上の細かい番手を使うこと。120番で荒削りすると表面がガタガタになります。
手順:400番(水研ぎ)→ 600番(水研ぎ)→ 800番(水研ぎ)。PLAよりも細かい番手からスタートするのがポイントです。目の粗いヤスリは使わないでください。
接着

Bambu Lab液体接着剤 ― PLA・ABS・PETGの接着に使える(Bambu Lab Wiki)
PETGの接着は、PLAよりも選択肢が限られます。
- シアノアクリレート系(瞬間接着剤):PETG同士の接着には効きますが、PLAほどの強度は出ません。接着面を400番で粗してから使用
- エポキシ:PETG同士の大面積接着に最も確実。硬化後の強度も高い
- MEK(メチルエチルケトン):PETGを溶かして接着する「溶接」に近い方法。強度は最強ですが、取り扱いに注意が必要(換気必須、手袋必須)。少量を接着面に塗り、30秒後に貼り合わせて1分保持
注意:PETGはアセトンに溶けません。ABSのようにアセトンベーパーで表面を平滑化することはできないので、仕上げは物理的な研磨か塗装に頼ることになります。
塗装
PETGは塗料の密着性がPLAより低い傾向があります。必ずプライマー(ミッチャクロンなど)→ サーフェイサー → 塗装の順序で。プライマーなしで塗ると爪で擦っただけで剥がれます。
トラブルシューティング(PETG)
ストリンギングが止まらない
前章の対策を実施済みの前提で、それでも改善しない場合のチェックリスト:
- フィラメントは乾燥済み? ― パチパチ音がするなら確実に吸湿しています。65℃×4〜6時間乾燥してから再テスト
- チャンバー温度は? ― 密閉プリンターで40℃以上になっていませんか。ドアを開けてください
- フロー率は適正? ― 過剰押出はストリンギングの直接原因。フロー率キャリブレーションを再実行
- ノズルは清潔? ― 前回使った素材のカスが残っていると、それが糸を引く原因に。コールドプルでクリーニング
- 温度は下げた? ― 238℃まで下げてテスト。それ以下は層間接着に影響するので注意
層間剥離

PETGで層間剥離が起きた場合、原因はほぼ以下の2つです:
冷却ファンが強すぎる。PETG はファン100%にすると層間接着が著しく弱くなります。50〜70%に下げてください。ブリッジ以外のファン速度を確認してみてください。
ノズル温度が低すぎる。238℃未満だと融合不足になりやすいです。5℃ずつ上げてテスト。最大250℃まで。
吸湿も層間剥離の原因になります。ノズル内で水蒸気が発生すると、層間に微細な気泡ができ、強度が大幅に低下します。
ベッドへの過度な定着(剥がれない!)

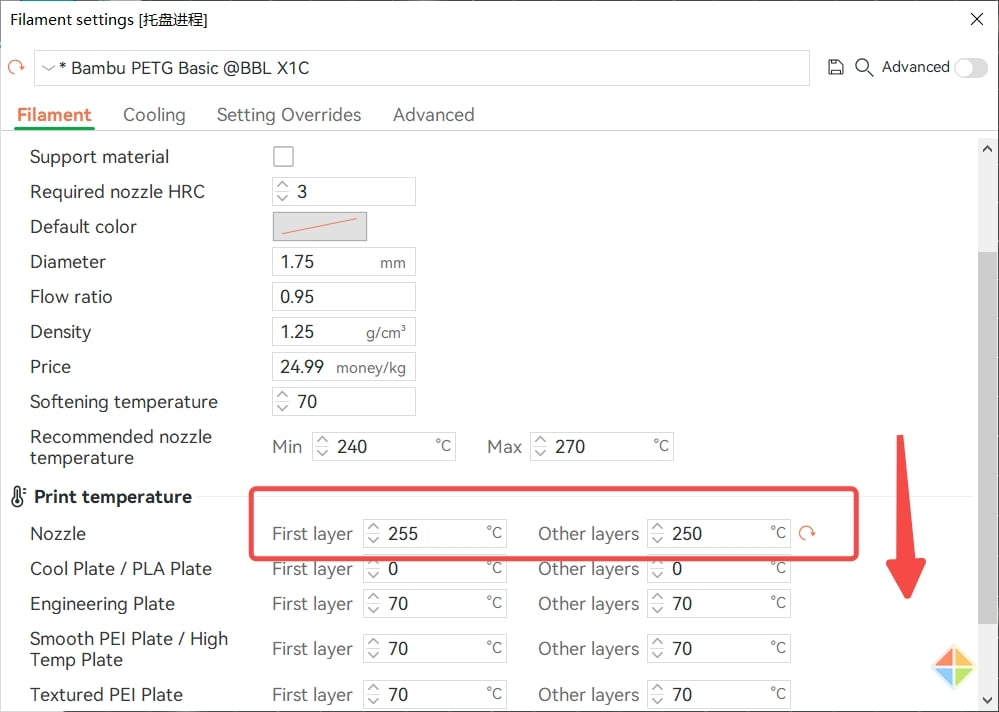
PETGのフィラメントパラメータ ― 推奨値を確認して設定する(Bambu Lab Wiki)
PETGの定着が強すぎて、パーツが剥がれない。無理に剥がそうとしてプレートが傷んだ ― これは非常によくあるトラブルです。
対策:
- 完全に冷えるまで待つ。ベッド温度が30℃以下になると、熱収縮でパーツが自然に浮きます。急いで剥がそうとしないでください
- Z offsetを見直す。第1層を潰しすぎると定着が強くなりすぎます。+0.02〜+0.05mm調整
- スムースPEIを使っている場合はテクスチャPEIに切り替える
- 最終手段として、のりスティックを離型剤として使用(薄く塗るとバリア層になる)
吸湿の影響

吸湿したPETGの印刷品質 ― 表面に気泡が発生している(Bambu Lab Wiki)
PETGはPLAの約2倍の速度で空気中の水分を吸収します。吸湿したPETGの症状:
- 押出時のパチパチ音(水蒸気の泡がはじける音)
- 表面のブツブツ・気泡
- ストリンギングの増加
- 層間強度の低下
- 透明PETGの白濁化
未開封なら1年以上持ちますが、開封後は湿度の高い環境で数日〜1週間で劣化が始まります。特に日本の梅雨〜夏は要注意。使わないときは必ず密閉容器+乾燥剤で保管してください。
保管(PETG)

PETGはPLAの2倍吸湿しやすい素材です。保管を怠ると確実に品質が落ちます。
乾燥温度:65℃で4〜6時間。PLAの45〜55℃より高めです。AMS 2 Proの乾燥機能を使うのが最も手軽。専用フィラメントドライヤーなら55〜65℃に設定してください。
保管方法:
- 密閉容器(ジップロック大サイズ、真空パック、専用ドライボックスのいずれか)
- シリカゲル50g以上。色が変わったらオーブン120℃×2時間で再生
- 小型湿度計を入れておくと安心。相対湿度15%以下が目標
- AMS内に長期間放置しない(AMSは密閉ではない)。AMS 2 Proの乾燥機能を常時ONにするか、使わないスプールは取り出して保管
日本の梅雨〜夏場は特に注意が必要です。室内の相対湿度が60%を超える環境では、開封したPETGを放置すると2〜3日で明らかな品質低下が起きます。「昨日まで問題なかったのに急にストリンギングが増えた」という場合、真っ先に吸湿を疑ってください。
PETGで何を作る? ― 用途別アイデア
車載パーツ

PETG-CFで印刷した実用パーツ ― 車載スマホスタンドやタンブラーグリップに最適(Bambu Lab Wiki)
PLAでは夏場の車内で変形してしまうスマホホルダー、カップホルダーアダプター、ドリンクホルダーのインサートなど。PETGのHDT約70℃なら、真夏の車内(ダッシュボード上は80℃超になりますが、直射日光の当たらない場所なら60〜70℃程度)でも耐えられます。ダッシュボード上の直射日光が当たる場所にはABSをおすすめしますが、それ以外の車内パーツにはPETGで十分です。
屋外使用パーツ(短〜中期)

ベランダのプランターラベル、ガーデンフック、屋外センサーケース。PETGのUV耐性はPLAより優れていて、1年程度なら屋外でも大きな劣化なく使えます。ただし、長期間(2年以上)の屋外使用にはASAの方が適しています。ASAについては第3回(ASA & PA編)で詳しく解説します。
食品接触パーツ
PETG自体はFDA準拠の食品安全グレードが存在する素材です。ただし、第1回のPLA編でも注意したように、FDM造形物の層間の溝には細菌が入り込みやすく、プリンターの部品(ノズル、チューブ)が食品安全認証を取っていない点は同じです。
結論として、食品に触れる用途でのFDM造形物の使用は基本的に推奨しません。これはPETGに限らず、すべてのFDM素材に共通する注意点です。FDM造形物には層間に微細な溝があり、通常の洗浄では細菌を完全に除去できません。また、真鍮ノズルに含まれる微量の鉛や、PTFEチューブの成分など、プリンター側の食品安全性も保証されていません。
「素材がFDA準拠」と「造形物が食品安全」はイコールではない点にご注意ください。食品に触れるアイテムが必要な場合は、市販の食品用容器をお使いいただくことを強くおすすめします。詳しくは第1回PLA編の「食べ物に触れるもの」セクションで解説しています。
透明パーツ

PETGの透明バリエーションは、光を通すパーツの制作に最適です。LEDのディフューザー、ディスプレイケース、窓パネル、水族館のアクセサリー。透明度を最大化するコツ:
- 外壁1層のみ(壁を増やすほど不透明になる)
- ノズル温度高め(248〜255℃)で樹脂をしっかり融合
- 外壁速度を落とす(40〜60mm/s)
- レイヤー高さを小さく(0.12〜0.16mm)
- ファン速度を下げて層間融合を促進(30〜50%)
機能パーツ・治具

印刷の向きによるPETGパーツの強度比較 ― 用途に応じた配置が重要(Bambu Lab Wiki)
PLAの治具は耐熱性と耐衝撃性に不安がありましたが、PETGならその両方が改善されます。ドリルガイド、位置決め治具、検査ゲージ。PETG-CFなら剛性もさらに高く、軽量で丈夫な治具が作れます。耐薬品性もあるので、洗浄液や油類が飛ぶ環境でも安心です。
ABSの素材特性

ABS(アクリロニトリル・ブタジエン・スチレン)は、LEGOブロックや家電製品の筐体に使われている、おなじみの工業用プラスチックです。3Dプリンターの世界では「反りとの戦い」で知られる素材ですが、その代わりに得られる性能は他の素材にはないものがあります。
| 項目 | ABS | PETG(参考) | PLA(参考) |
|---|---|---|---|
| ガラス転移温度(Tg) | ~105℃ | ~80℃ | ~60℃ |
| 熱変形温度(HDT) | ~95℃ | ~70℃ | ~55℃ |
| 収縮率 | 0.7〜0.8% | 0.3〜0.6% | 0.3〜0.5% |
| エンクロージャー | 必須 | 不要(OFF推奨) | 不要(OFF推奨) |
| 耐衝撃性 | 高い | 高い | 低い |
| アセトン処理 | 可能 | 不可 | 不可 |
| 臭い | 強い(換気必須) | わずか | ほぼなし |
ABSの最大の強みは耐熱性です。HDT約95℃はPETGの70℃を大幅に上回り、真夏のダッシュボード上でも変形しません。加えて、アセトンで溶けるという特性は、表面を射出成形のようにツルツルに仕上げられる効果的な手段になります。
しかし、ABSの最大の弱点は収縮率の高さ(0.7〜0.8%)です。PLAやPETGの約2倍。この収縮が「反り」を引き起こします。エンクロージャーなしでABSを印刷するのは現実的ではありません。必ずエンクロージャー付きのプリンターで使ってください。
もう1つの弱点は臭いです。ABSの印刷中にはスチレン系の臭気が発生します。PLAやPETGとは比べものにならないレベルです。カーボンフィルター付きのプリンター(P1S、P2S、X1C、X1E、H2シリーズ)を使い、さらに部屋の換気を確保してください。
そしてUV耐性が低い点も注意。ABSは屋外で数ヶ月で黄変・劣化します。屋外使用にはASAを選んでください。ABSと似た印刷特性で、UV耐性が大幅に優れています。→ 第3回(ASA & PA編)で詳しく解説します。
ABSバリエーション

ABS ― 標準グレード。ノズル温度250〜270℃、ベッド温度90〜100℃、チャンバー温度45〜55℃。体積流量18mm³/s(0.4mm標準)。LEGOと同じ素材で、安定した機械的特性を持ちます。
ABS-GF(ガラスファイバー入り) ― ガラス繊維を配合したABSです。標準ABSよりも剛性が向上し、収縮率が低下します。反りが軽減されるのはABSの弱点を補う大きなメリット。硬化鋼ノズル必須。ノズル温度260〜280℃、体積流量12mm³/s。表面はマットで粗い質感になります。
| ABS | ABS-GF | |
|---|---|---|
| 向いてる用途 | 耐熱パーツ全般 | 高剛性・低反り部品 |
| ノズル温度 | 250〜270℃ | 260〜280℃ |
| ベッド温度 | 90〜100℃ | 90〜100℃ |
| チャンバー温度 | 45〜55℃ | 45〜55℃ |
| 体積流量(0.4mm標準) | 18 mm³/s | 12 mm³/s |
| 硬化鋼ノズル | 不要 | 必須 |
| 収縮率 | 0.7〜0.8% | 0.4〜0.6%(改善) |
| アセトン処理 | 可能 | 非推奨(GFが露出) |
プリンター別の最適設定(ABS)
ABSはエンクロージャーが必須です。エンクロージャーのない機種(A1、A1 mini、A2L)での印刷は非推奨です。反り、層間剥離、印刷失敗のリスクが極めて高くなります(A2Lは大型のオープンフレーム機で、ABSではなくPLA・PETG向けです。詳しくは下記を参照してください)。
H2S
H2シリーズのシングルノズル機です。ビルドボリューム340×320×340mm、最大印刷速度1,000mm/s、ノズル最大350℃、アクティブチャンバー加熱65℃。
H2SでのABS印刷は非常に快適です。アクティブチャンバー加熱で45〜50℃に安定させられるのが最大の利点。パッシブ加熱のプリンター(X1C、P1S、P2S)では印刷初期にチャンバー温度が不安定ですが、H2Sなら印刷開始前からチャンバーを予熱できるので、最初の数層から安定した定着と層間接着が得られます。
ABS推奨設定:外壁100〜200mm/s、内壁200〜300mm/s、ノズル温度255〜265℃、ベッド温度90〜100℃(テクスチャPEI)、チャンバー温度45〜50℃、パーツ冷却ファン0〜30%。
H2D / H2D Pro
H2シリーズのデュアルノズル機です。ビルドボリュームはシングルノズル時325×320×325mm。アクティブチャンバー加熱65℃搭載。
ABSの大型パーツや、ABS+サポート材のデュアル印刷に最適です。アクティブチャンバー加熱のメリットはH2Sと同じ。デュアルノズルにより、ABSとサポート材の組み合わせが自由自在です。
ABS推奨設定:H2Sと同じ。チャンバー温度45〜50℃。
H2C
Vortekツールチェンジャー搭載の最上位機です。ビルドボリューム最大330×320×325mm、アクティブチャンバー加熱65℃。ABSのマルチカラーやマルチマテリアル印刷に最適な選択肢です。
ABS推奨設定:H2Sと同じ。チャンバー温度45〜50℃。
P2S
ビルドボリューム256×256×256mm、最大600mm/s。エンクロージャー付きですがアクティブチャンバー加熱はなく、パッシブで約50℃まで到達。ABSには使えますが、印刷初期のチャンバー温度が不安定な点は覚悟してください。
ABSのコツ:印刷前に5〜10分間ベッドを100℃に加熱してチャンバーを予熱する。フロントドアは必ず閉じる。最初の数層は速度を落とす(第1層30mm/s、以降の数層50mm/s)。
ABS推奨設定:外壁80〜150mm/s、内壁150〜250mm/s、ノズル温度255〜265℃、ベッド温度95〜100℃(テクスチャPEI)、ドア閉鎖。
X1 Carbon
ビルドボリューム256×256×256mm、最大500mm/s。エンクロージャー付き、パッシブでチャンバー温度40〜45℃程度。ABSの印刷実績が豊富で、BambuStudioのABSプロファイルもよく最適化されています。
ABS推奨設定:外壁80〜150mm/s、内壁150〜250mm/s、ノズル温度255〜265℃、ベッド温度95〜100℃。ドア閉鎖、蓋装着。
X1E
ビルドボリューム256×256×256mm、最大500mm/s。アクティブチャンバー加熱最大60℃搭載。ABSには50〜55℃が理想的です。H2シリーズと同様、チャンバー予熱ができるのでABSの品質が安定します。
ABS推奨設定:外壁100〜150mm/s、内壁150〜250mm/s、ノズル温度255〜265℃、ベッド温度95〜100℃、チャンバー50〜55℃。
X2D(X1 Carbon後継モデル)
アクティブチャンバー加熱65℃を搭載しており、ABSの印刷環境としてX1Eを上回ります。チャンバーを45〜50℃に設定すれば、大型パーツでも反りを抑えた安定した印刷が可能です。X1 Carbonのパッシブ加熱では不安定だった印刷初期のチャンバー温度も、X2Dなら印刷前に予熱できるため失敗率が大幅に下がります。
デュアルノズルにより、ABS+サポート材の組み合わせ印刷が容易です。メインノズルにABS、補助ノズルにサポート材をセットすれば、手で剥がせるサポートで複雑な形状も実現できます。
ABS推奨設定:外壁100〜200mm/s、内壁200〜300mm/s、ノズル温度255〜265℃、ベッド温度90〜100℃、チャンバー温度45〜50℃。X2D商品ページ →
P1S
ビルドボリューム256×256×256mm、最大500mm/s。エンクロージャー付き。ABSは印刷可能ですが、パッシブ加熱のみなのでチャンバー温度の立ち上がりが遅いです。大型パーツの反り対策にはベッド予熱時間を長めに取ってください。
ABS推奨設定:外壁80〜120mm/s、内壁120〜200mm/s、ノズル温度255〜265℃、ベッド温度95〜100℃。ドア閉鎖。
A1 / A1 mini / A2L ― 非推奨
A1・A1 mini・A2LでのABS印刷は推奨しません。これらはいずれもオープンフレーム機でエンクロージャーがないため、ABSの0.7〜0.8%の収縮に対処できません。反り、層間剥離、印刷途中での剥がれが頻発します。2026年6月に予約受付が始まった大型機A2Lも、造形サイズは大きいものの構造はオープンフレームのベッドスリンガーで、メーカーもABS・ASA・PA・PCなどの高温材料は非推奨としています。A2LはPLA・PETG向けの大型機と捉えてください。
「サードパーティのエンクロージャーを付ければ使える?」という質問をいただくこともありますが、正直なところおすすめしません。アクティブ加熱のないエンクロージャーではチャンバー温度が安定せず、ABSの品質は保証できません。ABSを印刷したいなら、最初からエンクロージャー付きの機種を選んでください。密閉構造でABS・ASAに対応する機種としては、CoreXY密閉機の P2S や、大型かつ高温材料に対応する H2S が候補になります。
ベッド定着(ABS)
ABSのベッド定着 ― テクスチャPEI + ブリムの組み合わせ
テクスチャPEI + 90〜100℃がABSの黄金設定です。PETGの70〜80℃よりさらに高い温度が必要です。
ブリムを付けることを強くおすすめします。ABSは収縮が大きいため、パーツのエッジから反りが始まります。ブリムは接地面積を増やして反りを抑制する最も効果的な方法です。BambuStudioでブリム幅5〜8mmに設定してください。小さいパーツなら3mmでも十分。大きいパーツや底面積が小さいパーツには10mm以上を推奨。
定着が不十分な場合の追加対策:
- のりスティック(PVA系)を薄く塗る。テクスチャPEIにのりは通常不要ですが、ABSでは定着力のブーストとして有効
- ベッド温度を100℃まで上げる。95℃でダメなら100℃を試す
- 第1層の速度を20〜30mm/sに落とす。ゆっくり正確に第1層を敷くことで定着が安定する
- 第1層のフロー率を105〜110%に上げる。わずかに押出量を増やすことで定着力が上がる
スムースPEIもABSには使えます。底面をツルツルに仕上げたい場合に。ただし、PETGと同様に定着が強すぎることがあるので注意してください。
反り対策の徹底解説
ABSの印刷で最も苦労するのが「反り」です。パーツのコーナーや端がベッドから浮き上がり、最悪の場合は印刷途中で完全に剥がれてしまう。この原因と対策を徹底的に解説します。
ABSの反り ― コーナーがベッドから持ち上がっている典型的な例(Bambu Lab Wiki)
なぜABSは反るのか
ABSの収縮率は0.7〜0.8%で、PLAの約2倍です。印刷中、上の層は先に印刷された下の層よりも温度が高いため、冷却時に収縮量が異なります。この「上の層と下の層の収縮差」がパーツの端を持ち上げる力となり、反りが発生します。
反りを防ぐ基本原則は「温度差を最小化する」こと。チャンバー全体を均一に暖かく保ち、パーツ全体の温度を均一にすることで、収縮差を減らします。
対策チェックリスト
1. エンクロージャーを閉じる(必須)
ドア、蓋、フラップをすべて閉じてください。隙間テープで漏れを塞ぐとさらに効果的です。チャンバー温度は最低40℃、理想は45〜55℃。H2S/H2D/H2C/X1Eならアクティブチャンバー加熱で安定させられます。
2. ベッド温度を上げる(90〜100℃)
ABSのTgは約105℃なので、ベッド温度90〜100℃でも下の層はまだ硬い状態です。ベッド温度が高いほど第1層の定着が安定し、反りを抑制できます。
3. ブリムを付ける(ほぼ必須)
5〜10mmのブリムをつけてください。これだけで反りが劇的に減ります。ブリムの除去はABSなら比較的簡単(カッターナイフで切れる)。面取り設計にしておくとブリム跡も気になりません。
4. 冷却ファンを切る or 最小限にする
ABSの印刷では冷却ファンを0〜30%にしてください。PLAの100%とは真逆です。ファンで冷やすと温度差が広がり、反りが悪化します。ブリッジ部分だけファンを50〜70%に上げるのが理想。
5. パーツのデザインを見直す
- 大きな平面を避ける(底面に穴やリブを入れる)
- 鋭角のコーナーにフィレット(丸み)を付ける
- 薄い壁よりも厚い壁の方が反りにくい
- 均一な壁厚を心がける(厚みの変化が大きいと収縮差も大きくなる)
6. 印刷速度を落とす(大型パーツの場合)
大型パーツでは、層ごとの印刷時間が長くなるため、下の層が冷えすぎることがあります。逆に小型パーツでは層ごとの時間が短すぎて冷却不足になることも。BambuStudioの「Minimum layer time」を8〜15秒に設定すると安定します。
7. インフィル密度を上げる
ABSでは低インフィル(15%以下)だと内部の熱分布が不均一になり、反りやすくなります。最低20%、大型パーツでは30〜40%をおすすめします。パターンはGyroidが温度分布の均一性に優れます。
反りにくい印刷の向き
底面積が大きく、高さが低い方が反りにくいです。縦長のパーツは横に寝かせることを検討してください。ただし、強度の層間方向(第1回で解説)とのトレードオフになるので、強度が必要な場合は分割印刷も選択肢です。
ABS-GFという選択肢
どうしても反りが制御できない大型パーツには、ABS-GFを検討してください。ガラスファイバーが収縮を抑制し、標準ABSの0.7〜0.8%から0.4〜0.6%に改善されます。反りの問題が大幅に軽減される代わりに、表面がマットで粗くなり、アセトンベーパーの効果も限定的です。
アセトンベーパー処理 ― ABSだけの特権
ABSの最大の魅力の1つが、アセトンベーパー処理による射出成形のようなツルツル仕上げです。PETGでもPLAでもできない、ABS(およびASA)だけの後処理テクニックです。
仕組み
アセトンの蒸気(ベーパー)がABSの表面を均一に溶かし、積層痕を消します。溶けた表面が自然に平滑化し、乾燥すると光沢のある滑らかな仕上がりになります。
手順
- 容器を用意:パーツが入る大きさのガラス瓶または金属容器。プラスチック容器はアセトンに溶けるので使えません
- ペーパータオルにアセトンを染み込ませる:容器の内壁に貼り付けます。底にも少量のアセトンを注ぎます(パーツが直接浸からないように、台座を置く)
- パーツを入れて蓋をする:密閉が重要です。アセトン蒸気が充満するのを待ちます
- 15〜30分観察:パーツの表面が光り始めたら取り出しのサイン。やりすぎるとディテールが失われ、最悪の場合パーツが崩壊します
- 取り出して24時間乾燥:触らない。表面が十分に硬化するまで待ちます
安全上の注意
必ず換気の良い場所で行ってください。アセトンの蒸気は可燃性で、吸引すると健康被害があります。火気厳禁。ニトリル手袋と保護メガネを着用してください。屋外かドラフトチャンバー内での作業が理想です。
コツ
- 薄壁パーツは溶けすぎに注意。10〜15分で様子を見てください
- 大きなパーツは時間がかかります。30〜60分必要な場合も
- 白いABSは特にきれいな光沢が出ます
- サンディング → アセトンベーパーの順で行うと、さらに美しい仕上がりに
- アセトンベーパーは寸法をわずかに変えるので、精密部品には不向き
アセトン接着
ABS同士の接着にもアセトンが使えます。少量のアセトンを接合面に塗り、30秒待ってから貼り合わせ、1分間保持。表面が溶けて融合するので、接着剤より強固な「溶接」に近い接合ができます。アセトンにABSの削りカスを溶かした「ABSスラリー」を作っておくと、隙間埋め兼接着剤として使えて便利です。
トラブルシューティング(ABS)
反り
ABS最大のトラブル。前章の「反り対策の徹底解説」を参照してください。チェックリスト:エンクロージャー閉鎖 → チャンバー温度45℃以上 → ベッド温度95〜100℃ → ブリム5〜10mm → ファン0〜30% → インフィル20%以上。
割れ(クラッキング)
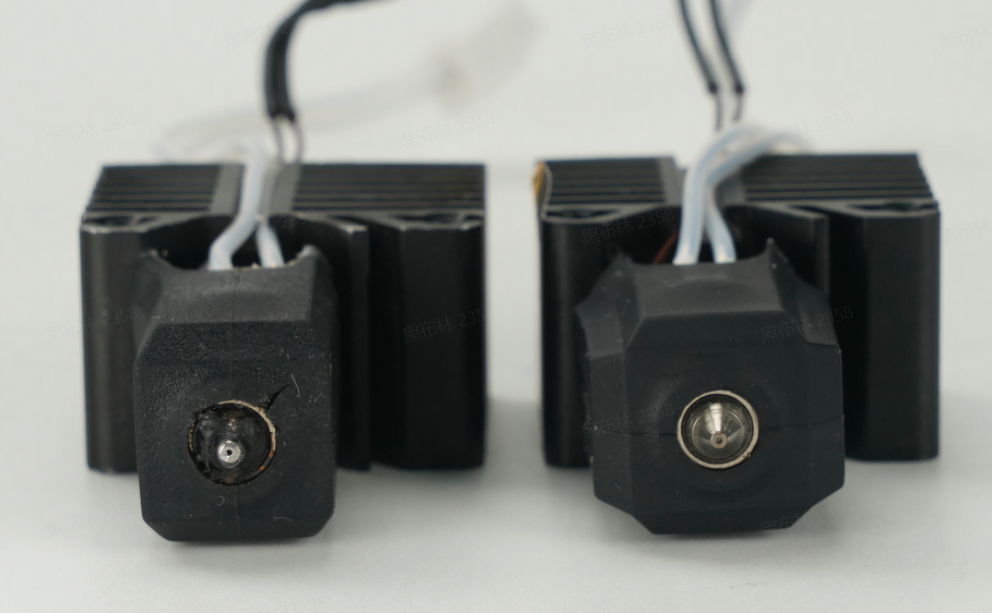
ノズルの摩耗比較 ― ABSやABS-GFで真鍮ノズルは急速に摩耗する。硬化鋼ノズル推奨(Bambu Lab Wiki)
ABSは印刷中や完成後に「パキッ」と割れることがあります。原因は内部応力です。
印刷中の割れ:
- チャンバー温度が低すぎる → 45℃以上に
- 冷却ファンが強すぎる → 0〜30%に下げる
- ノズル温度が低すぎる → 5℃上げてテスト
- 印刷速度が速すぎる → 外壁を100mm/s以下に
完成後の割れ:
- 印刷直後にエンクロージャーを開けない。急冷が割れの原因になります。印刷完了後、チャンバー内で30分以上ゆっくり冷却してから取り出してください
- 厚みの差が大きいデザインは、内部応力が集中して割れやすい。均一な壁厚を心がける
臭い対策

ABSの印刷中の臭いは無視できないレベルです。長時間の曝露は健康に影響を与える可能性があります。
対策:
- カーボンフィルター付きプリンターを使う(H2シリーズ、P2S、X1C、X1E、P1S)
- 部屋の換気を確保する。エアコンの循環だけでは不十分です。窓を開けるか換気扇を回してください
- プリンターを別の部屋やガレージに設置するのが理想
- X1EのH12 HEPAフィルターは微粒子も除去できるので、室内印刷ならX1Eが最も安心
- 夜間の無人印刷では、部屋のドアを閉じて換気扇をタイマー運転するのがおすすめ
層間剥離
ABSの層間剥離は、ほぼ100%「温度不足」が原因です。
- チャンバー温度を確認 → 45℃以上に
- ノズル温度を上げる → 260〜270℃
- 冷却ファンを下げる → 0〜20%
- 印刷速度を落とす → 外壁を80〜100mm/sに
- フィラメントの乾燥を確認 → 80℃×4時間
ABSの層間接着は、チャンバー温度に非常に敏感です。同じプリンターでも、冬の寒い部屋と暖房の効いた部屋では結果が大きく変わります。室温が20℃を下回る環境では、チャンバー予熱時間を長めに取ってください。
ベッドからの剥がれ(印刷途中)
ABSが印刷途中でベッドから剥がれるのは、反りの延長線上にある問題です。コーナーの反りが進行し、最終的にパーツ全体が剥がれます。
対策はブリムの追加と、第1層の条件最適化です。第1層のZ offsetを-0.02〜-0.03mm(PLAやPETGとは逆に、やや潰し気味)に調整すると定着力が上がります。
PETG vs ABS ― 用途別おすすめ比較表
「結局どっちを使えばいいの?」という質問にお答えします。用途ごとに最適な選択肢を比較しました。
| 用途 | おすすめ | 理由 |
|---|---|---|
| 車載パーツ(ダッシュボード上以外) | PETG | HDT 70℃で十分。印刷も容易 |
| 車載パーツ(ダッシュボード上・直射日光) | ABS | HDT 95℃が必要な過酷環境 |
| 屋外使用(短〜中期、1年以内) | PETG | 中程度のUV耐性。長期はASA推奨 |
| エンクロージャーなしプリンター | PETG | ABSはエンクロージャー必須 |
| 耐熱パーツ(80℃以上) | ABS | PETGのHDT 70℃では不足 |
| 透明パーツ | PETG | ABSには透明グレードがない |
| 表面仕上げの美しさ | ABS | アセトンベーパーで射出成形級の仕上がり |
| 耐薬品性が必要 | PETG | アルカリ・油・多くの溶剤に耐性 |
| コスプレ小道具の仕上げ | ABS | アセトンベーパーで積層痕を消せる |
| 初心者の最初のステップアップ | PETG | ABSより印刷が容易、反りも少ない |
| 大型パーツ | PETG | ABSの大型パーツは反りとの戦い |
| 接着・溶接 | ABS | アセトン溶接で最強の接合 |
簡単にまとめると:迷ったらPETG、耐熱か仕上げが必要ならABS。PETGはPLAからのステップアップとして最も自然な選択で、エンクロージャーがなくても使えるのが大きな利点です。ABSは耐熱性とアセトン加工という独自の強みがありますが、反り対策とエンクロージャーが必須条件です。
大型のPLA・PETGを作るなら ─ Bambu Lab A2L(2026年6月予約受付中)
上の表のとおり、大型パーツはPETGが扱いやすく、ABSの大物は反りとの戦いになります。「PLA・PETGで大きい物を作りたい」なら、A1シリーズの大型版にあたるBambu Lab A2L(造形サイズ330×320×325mm/A1比+105%)が選択肢です。オープンフレームのベッドスリンガーなので、ここまで解説してきたPETGの設定がそのまま使えます。逆にABS・ASAを使いたい場合は、A2Lではなく密閉構造の P2S(CoreXY密閉)や H2S(大型・高温材料対応)を選んでください。A2Lは本体(AMS別売)¥64,800(税込)/Combo ¥84,800(税込)で予約受付中、入荷次第のお届けです。機種ごとの違いは Bambu Lab A2L 解説コラム で整理しています。
もしABSの耐熱性が必要だけど屋外でも使いたい、という場合はASAを検討してください。→ 第3回(ASA & PA編)で詳しく解説しています。
PETG & ABS 温度リファレンス一覧
本記事で紹介した温度設定をまとめた一覧表です。印刷時にすぐ参照できるよう、ブックマークしておくと便利です。
| 構成 | PETG Basic | PETG-CF | ABS | ABS-GF |
|---|---|---|---|---|
| ノズル温度 | 240〜250℃ | 250〜260℃ | 250〜270℃ | 260〜280℃ |
| ベッド温度(テクスチャPEI) | 70〜80℃ | 70〜80℃ | 90〜100℃ | 90〜100℃ |
| チャンバー温度 | OFF or <40℃ | OFF or <40℃ | 45〜55℃ | 45〜55℃ |
| 体積流量(0.4mm標準) | 18 mm³/s | 12 mm³/s | 18 mm³/s | 12 mm³/s |
| 冷却ファン | 50〜70% | 50〜70% | 0〜30% | 0〜30% |
| 外壁速度 | 60〜100mm/s | 60〜80mm/s | 80〜200mm/s | 80〜150mm/s |
| ブリム | 通常不要 | 通常不要 | 推奨(5〜10mm) | 推奨(5〜8mm) |
| 硬化鋼ノズル | 不要 | 必須 | 不要 | 必須 |
| 乾燥温度 | 65℃×4〜6h | 65℃×4〜6h | 80℃×4h | 80℃×4h |
※ 数値はBambu Lab純正フィラメント基準。サードパーティフィラメントでは微調整が必要な場合があります。
保管(ABS)
ABSの吸湿性はPETGより低く、PLAと同程度かやや低い水準です。ただし、吸湿したABSは層間接着が弱くなり、割れやすくなります。
乾燥温度:80℃×4時間。PETGの65℃より高温です。ABSのTgが高い(~105℃)ので、80℃でもスプールが変形するリスクは低いです。
保管方法:密閉容器+シリカゲル。PETGほど神経質になる必要はありませんが、数ヶ月放置するなら密閉保管が安心です。開封後も1〜2ヶ月は問題なく使えることが多いですが、梅雨〜夏場は注意してください。
劣化のサイン:押出時のパチパチ音、表面のブツブツ、層間強度の低下。PETGほど顕著ではありませんが、長期放置したABSは乾燥してから使ってください。
SK本舗フィラメントのご紹介
SK本舗では、PETGおよびABSのフィラメントも取り扱っています。Bambu Labプリンターでの動作検証済みです。
SK本舗のPETG・ABSラインナップ
SK本舗では、Bambu Lab純正フィラメントに加えて、kexcelled3dのPETG・ABSも取り扱っています。豊富なカラーバリエーションと安定した品質で、純正と併せて用途に応じた使い分けが可能です。
フィラメント選びに迷ったら、SK本舗のサポートにお気軽にご相談ください。お使いのプリンター機種と用途をお伝えいただければ、最適な素材とグレードをご提案します。
ご質問やフィードバックは、SK本舗お問い合わせフォームからお気軽にどうぞ。
📚 Bambu Lab 素材別最適化シリーズ
▶ 第2回:PETG & ABS完全攻略ガイド(本記事)
【3Dプリンターをお探しですか?】
SK本舗は国内最大級の3Dプリンター専門店です。Bambu Lab・Elegoo・Anycubic等の正規代理店として、安心のサポートをお届けします。
あわせて読みたい
最適な3Dプリンターをプロに相談したい
SK本舗はBambu Lab・ELEGOO・Anycubic等27ブランドの正規代理店です。用途・予算別に最適機種をご提案します。









