
Bambu Studioの設定を一段使いこなすと、同じ3Dプリンターでも造形品質・速度・材料コストは大きく変わります。Bambu StudioはBambu Lab製プリンター向けに最適化されたスライサーソフトで、初期設定でも十分な品質が得られますが、高度な設定を活用すればさらに踏み込んだ最適化が可能です。本記事では、速度・インフィル・壁・サポート・キャリブレーションといった実践的なテクニックを、具体的な設定値とともに解説します。
- 速度・最大体積流量の決め方(品質と速度を両立させる勘所)
- インフィル・壁・サポートの最適化(強度と材料コストのバランス)
- キャリブレーションと素材別プロファイル、X2D/A2Lなど機種別の注意点
Bambu Studioとは?OrcaSlicerとの違いと基本の流れ
Bambu StudioはBambu Lab製プリンター向けの公式スライサーで、3DモデルをFDMプリンター用のG-codeへ変換するソフトです。PrusaSlicer(さらに遡ればSlic3r)から派生して開発され、AMSによる多色印刷・Bambu Cloud連携・MakerWorldへの共有など、Bambu Lab機との連携が強みです。Bambu Lab機を使うなら、まず純正のBambu Studioを基準に設定を覚えるのが近道です。ダウンロードやインストール、機種選択といった基本操作は Bambu Studio 基本設定ガイド で解説しています。
Bambu StudioとOrcaSlicerの違い
「OrcaSlicerとの違い」を気にする方も多いので、優劣ではなく向き・不向きで整理します。OrcaSlicerはBambu Studioから派生したオープンソースのコミュニティ製スライサー(SoftFever開発)です。
| 観点 | Bambu Studio(公式) | OrcaSlicer(コミュニティ) |
|---|---|---|
| 開発主体 | Bambu Lab公式 | オープンソース(SoftFever) |
| 対応プリンター | Bambu Lab機が中心 | Voron/Creality/Klipper系など幅広い |
| 内蔵キャリブレーション | 一部は機種側・手動で実施 | 最大体積流量テスト等が標準で充実 |
| エコシステム連携 | Bambu Cloud・MakerWorldと密 | 汎用的(純正連携は弱め) |
Bambu Lab機を手軽に使うなら純正のBambu Studio、調整を深く詰めたい・他社機も併用するならOrcaSlicerも選択肢です(2026年6月時点。搭載機能はバージョンで変わります)。OrcaSlicerの導入は Bambu LabをOrcaSlicerで使う方法 を参照してください。
最短ワークフロー:読み込み→スライス→印刷送信
高度な設定の前提として、基本の流れも押さえておきましょう。
- 使用するプリンター・フィラメント・プレートを選択します。
- モデル(stl/obj/3mf/step など)を読み込みます(ドラッグ&ドロップ可)。
- スライス→プレビューで確認→ネットワークまたはSDカードで送信します。
印刷したい3Dデータは、SK本舗が運営する 3D Data Japan(日本語・無料ダウンロード)からも探せます。
表示言語は初期設定から日本語に切り替えられます(本記事は英語UI基準で解説。日本語表示名は末尾の対応表を参照)。ここから先は、品質・速度・材料コストを左右する各設定を順に見ていきます。
Bambu Studioの速度設定はどこ?
答え:Bambu Studioの速度設定は、モデルを開いた後に右側の「プロセス」設定を「詳細」または「エキスパート」に切り替え、「速度」タブを開くと確認できます。外壁、内壁、インフィル、第1層、移動速度などを個別に調整できます。
Bambu Studioで速度設定を開く手順
- モデルを読み込み、使用するプリンター・フィラメント・プレートを選びます。
- 右側の「プロセス」設定で表示モードを「詳細」または「エキスパート」に変更します。
- 「速度」タブを開き、外壁速度・内壁速度・インフィル速度・第1層速度・移動速度を確認します。
最初は全体速度を大きく変えるより、外壁速度と第1層速度だけを少し下げて、表面品質と定着を確認しながら調整するのがおすすめです。
設定はどこから見直す?効果が出る優先順位
設定項目は多いですが、やみくもに全部いじる必要はありません。土台(第1層の定着)から仕上げへという順番で見直すと、失敗の原因を切り分けやすく、効果も実感しやすくなります。

症状別・まず疑う設定(早見表)
「うまくいかない」ときは、症状から逆引きすると早く解決できます。下表で当たりを付けて、該当セクションへ進んでください。
| 症状 | まず疑う設定 | 主な参照 |
|---|---|---|
| 第1層が定着しない・剥がれる | 第1層速度を下げる/ベッド温度・Z-offset/プレート選択 | 速度・キャリブレーション |
| 表面が荒れる・押し出し不足 | 最大体積流量(速度の出し過ぎ)/ノズル温度 | 速度と品質 |
| 糸引き(stringing)が多い | フィラメント乾燥/ノズル温度を5℃下げる/リトラクション | 素材プロファイル |
| 反り(warping)が出る | 冷却ファンを弱める/ブリム/密閉機(ABS・ASA) | 冷却・サポート |
| 角が膨らむ・寸法が甘い | Flow Dynamics(K値)/流量補正 | キャリブレーション |
| サポートが取れにくい・跡が残る | ツリーサポート/Z方向トップ距離を上げる | サポート構造 |
1. 速度と品質のバランス調整
Bambu Studioでは、造形の各工程ごとに速度を個別設定できます。すべてを高速にする必要はなく、見える部分だけ遅くするのが効率的なアプローチです。
速度モードの選択
Bambu Studioには4つのプリセット速度モードがあります。
| モード | 特徴 | おすすめ用途 |
|---|---|---|
| Silent | 最も静か・低速 | 夜間プリント、静音重視 |
| Standard | バランス型 | 日常使い(初心者おすすめ) |
| Sport | 高速寄り | 試作・プロトタイプ |
| Ludicrous | 最高速 | 形状確認・ラフ試作 |
工程別の速度設定(Process → Speed)
| 工程 | 品質重視 | 速度重視 | ポイント |
|---|---|---|---|
| 外壁(Outer Wall) | 20-40mm/s | 150-200mm/s | 仕上がりに最も影響する |
| 内壁(Inner Wall) | 60-100mm/s | 200-300mm/s | 外壁より速くてOK |
| インフィル | 100-150mm/s | 300mm/s | 見えないので最速でも可 |
| ブリッジ | 20-30mm/s | 40-50mm/s | 遅いほど垂れにくい |
| 第1層 | 20-30mm/s | 30-50mm/s | 定着のため遅くする |
速度モードの切り替えは速度を強制的に引き上げるため、素材やモデル形状ごとに最適化された設定ではありません。そのため、印刷失敗率の上昇や表面荒れ、素材によっては最大流量を超えて詰まる可能性があります。基本的には速度モードに頼るより、Bambu Studio側で事前に各工程の速度を調整しておくのがおすすめです。
ボリュメトリックスピード(実質的な限界値)
いくら速度設定を上げても、ホットエンドがフィラメントを溶かせる速度(Maximum Volumetric Speed)には限界があります。
- 公式プロファイル例(PLA Basic):標準0.4mmノズルは21mm³/sが既定値。ハイフローホットエンド搭載機(H2/P2Sシリーズなど)はこれより高く、公式プロファイル既定で約25mm³/s、素材・温度しだいで実測上限はさらに上がります(A1は純正ハイフローノズルを付けても流量は標準と同等、X1C/P1Sは純正ハイフローの設定がなくサードパーティ製で対応する形になります)
- 実用値の決め方:フィラメント・温度・ノズル条件ごとに最大体積流量テストで確認
- 限界を超えると:押し出し不足・層間接着不良・表面荒れが発生
なお、最大流量は素材や温度条件によって変わるため、フィラメントごとに実際にテストしておくとより安定します。初めてその設定で印刷する場合は、印刷開始直後だけでもプリンターのそばで様子を見て、異音や押し出し不足が出たらすぐ止められる状態にしておくと安心です。
レイヤー高さプリセット(0.4mmノズル基準)
| プリセット | レイヤー高さ | 用途 |
|---|---|---|
| Extra Fine | 0.08mm | 最高品質(フィギュア等) |
| Fine | 0.12mm | ディテール重視 |
| Optimal | 0.16mm | 品質・速度のバランス |
| Standard | 0.20mm | 汎用(最も一般的) |
| Draft | 0.24mm | 高速・試作向け |
| Extra Draft | 0.28mm | 最速・形状確認 |
※プリセット名は機種・世代によって異なります(新世代機ではこの呼称が変わる場合があります)。レイヤー高さの値(0.4mmノズル基準)はおおむね共通です。
ノズル径(0.2〜0.8mm)の使い分け
レイヤー高さはノズル径に合わせて決めます。目安はノズル径の20〜70%程度(50%前後が無難な起点)。Bambu Studioの標準プリセットは0.4mmノズル基準で、初回レイヤー高さもノズル径の約50%(0.4mmなら0.2mm)で自動設定されます。
| ノズル径 | 性格 | 向く用途 |
|---|---|---|
| 0.2mm | 高精細・低速・詰まりやすい | ミニチュア・ジュエリーなど細密造形 |
| 0.4mm | 標準・バランス型(出荷標準) | 迷ったらこれ。日常の大半 |
| 0.6mm | 高速・強度寄り・詰まりにくい | 実用部品、研磨性フィラメント(CF/GF) |
| 0.8mm | 最速・大型向き・粗い | 大型造形・実用部品を最速で |
大きな造形をするなら、まず造形サイズの上限を確認
ここまでの速度・品質設定は、そもそも作りたいモデルがプラットフォームに収まることが前提です。A1の造形サイズは256mm角、A1 miniは180mm角のため、ヘルメットや等身大の小物、大きめの建築模型などは分割して出力し、後で接着する必要が出てきます。分割すると、つなぎ目の処理や反りの管理が増え、せっかく詰めた設定の効果も出しにくくなります。
2026年6月発売のBambu Lab A2Lは、造形サイズが330×320×325mm(約34.3L)とA1比で約2倍に広がり、こうした大型モデルを分割せず一体で出力しやすくなりました。非密閉のベッドスリンガー機のため対応素材はPLA/PETG/TPUなどが中心で、ABS/ASA/PA/PCなどの高温材料を使いたい場合はP2S以上の密閉機が必要になります。Bambu Studio側でも、A2Lを使う際はプリンタープロファイルで本体を選び直し、対応素材の範囲内でプロファイルを組むのが基本です。なお標準モードに加えて静音モード(約49dB)を備えており、長時間の大型出力を在宅や教室で回しやすいのも特長です。
A2Lの造形サイズ・対応素材・A1/P2Sとの違いは Bambu Lab A2L 選び方ガイド で詳しく解説しています(販売状況は A2L商品ページ・予約受付中/入荷次第お届け)。
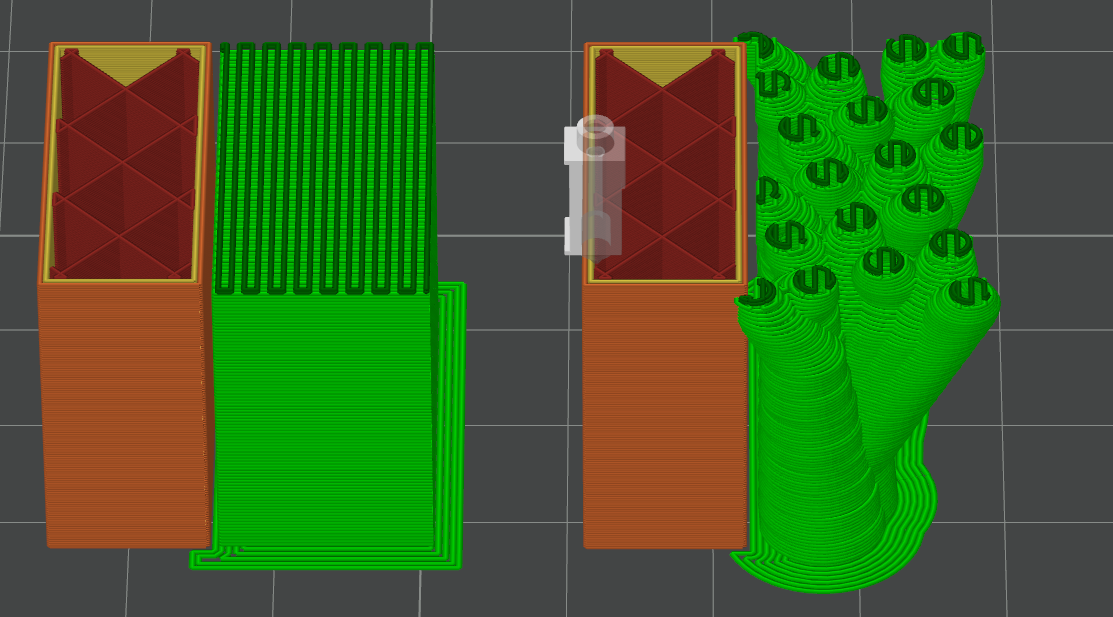
2. インフィルパターンの使い分け
Bambu Studioには22種類(2026年6月時点・v2系。旧バージョンでは18種類)のインフィルパターンがあります。用途に応じた選び方が重要です。
なお、内部インフィルとは別に、トップ面やボトム面のフィルパターンでも見た目や埋まり方は変わります。見た目を重視する場合は、内部インフィルだけでなく天面側のパターンも確認しておくと失敗しにくくなります。






画像出典: Bambu Lab 公式Wiki
主要パターン比較
| パターン | 強度 | 速度 | 材料量 | 最適な用途 |
|---|---|---|---|---|
| Grid(グリッド) | 良好 | 中 | 中 | 汎用・デフォルト |
| Gyroid(ジャイロイド) | 優秀 | 中 | 中 | 万能型。全方向に均一な強度 |
| Honeycomb | 高 | 遅い | 多い | 衝撃耐性が必要な部品 |
| Lightning | 最低 | 最速 | 最少 | 装飾品・フィギュア |
| Cubic | 優秀 | 中 | 中 | X/Y/Z全方向にバランスの良い強度 |
| Adaptive Cubic | 良好 | 中 | 中 | 効率的:壁付近は密、内部は疎 |
| Concentric | 中 | 速い | 少ない | 柔軟素材・花瓶型 |
インフィル密度の目安
| 密度 | 用途 |
|---|---|
| 10-15% | 装飾品・プロトタイプ(強度不要) |
| 20-25% | 一般的な機能部品(最もバランスが良い) |
| 30-40% | 機械部品・工具 |
| 50%+ | 高負荷部品(ただし壁を増やす方が効果的) |
3. 壁設定とシーム位置
壁の数(Wall Count)
| 壁の数 | 用途 |
|---|---|
| 2枚 | 一般的な用途(標準プロファイルの既定) |
| 3枚 | 強度プロファイルの既定・やや強度が欲しい部品 |
| 4枚以上 | 機能部品・強度が必要な場合 |
壁生成アルゴリズム
強度が必要な構造部品では、壁を多め(例:4枚前後)に設定する例もあります。ただしWallやインフィルを上げると強度は増えるものの、材料によっては収縮の影響が大きくなり、反りやすくなる場合があるので注意が必要です。
壁生成には Classic と Arachne(アラクネ) の2方式があります。Arachneは一時期デフォルトでしたが、スライス処理やオーバーハング計算の問題でv1.7.3以降はClassicが既定に戻されています。薄肉部の寸法精度を重視する場合は、Process → Quality から手動でArachneに切り替えられます。
| アルゴリズム | 特徴 | 最適な用途 |
|---|---|---|
| Classic | 一定のライン幅。予測しやすい | シンプルな形状 |
| Arachne | 可変ライン幅。薄い部分も正確に造形 | 有機的な形状・細部が多いモデル |
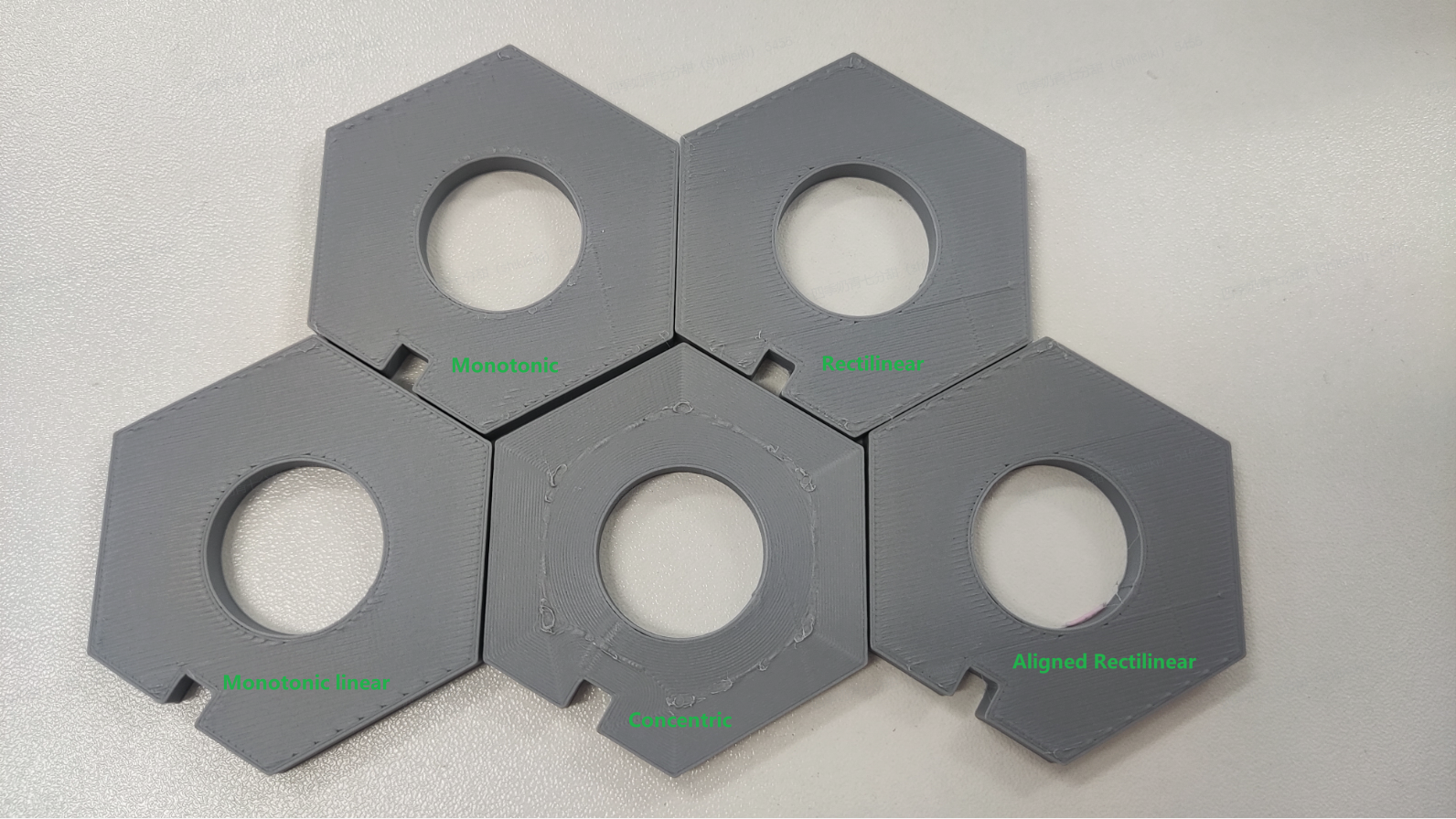
シーム位置(Seam Position)
シームとは、各層の開始/終了点に生じる継ぎ目です。完全にゼロにはできませんが、位置をコントロールして目立たなくできます。

| 設定 | 説明 | おすすめ場面 |
|---|---|---|
| Aligned | 毎層同じ位置(縦線になる) | 角がある部品(角に隠せる) |
| Back | モデルの背面に配置 | 前面が重要なディスプレイ品 |
| Random | 毎層ランダム | 円筒形(線を分散させる) |
| Nearest | 最も近い位置 | 速度優先 |
また、Bambu Studio v1.9以降ではスカーフシーム(Scarf Seam)が使えます。継ぎ目を斜めに分散させ、通常のシームより段差を目立ちにくくできます。モデル形状や素材によって向き不向きがあるため、通常設定と比較しながら使うのがおすすめです。
各シーム位置の造形結果(画像: Bambu Lab Wiki)
壁の印刷順序
| 順序 | 表面品質 | オーバーハング |
|---|---|---|
| Inner/Outer(デフォルト) | 良好 | 最良(内壁が外壁を支える) |
| Outer/Inner | 中 | 中 |
| Inner/Outer/Inner | 最良 | デフォルト(Inner/Outer)より劣る |
4. サポート構造の最適化
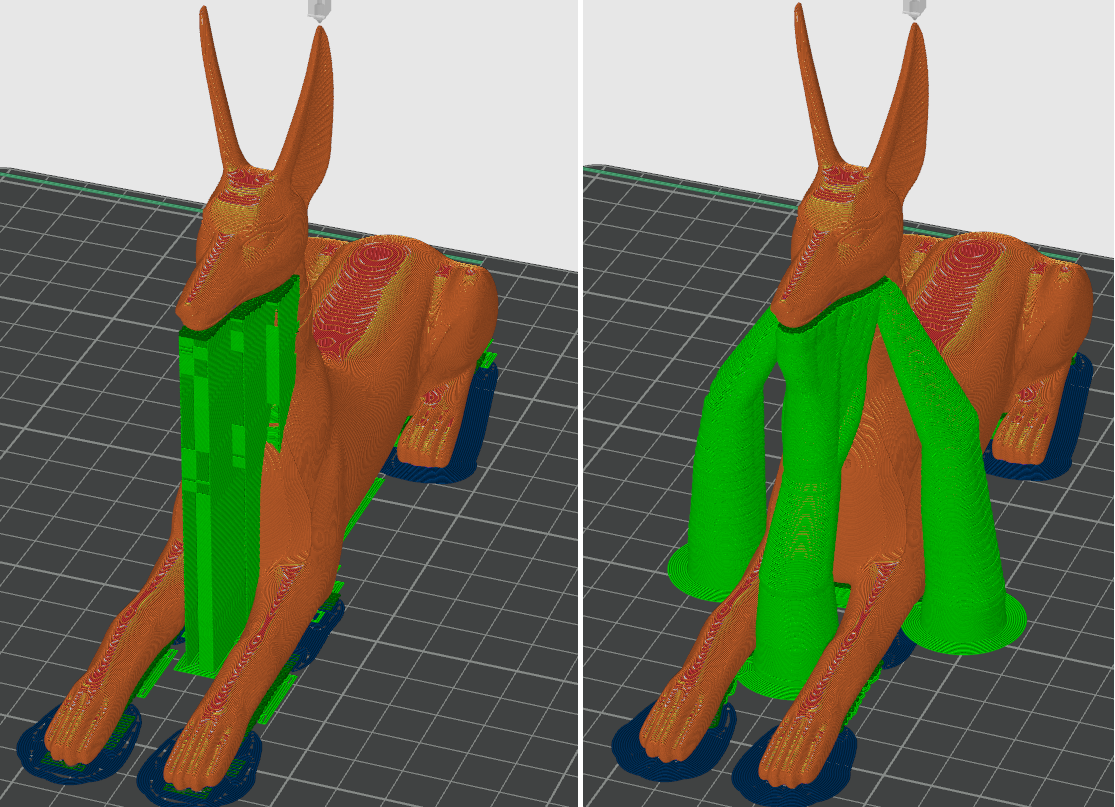
左がノーマル、右がツリーサポート(画像: Bambu Lab Wiki)
ツリーサポート vs ノーマルサポート
| 特徴 | ノーマル(Grid) | ツリー |
|---|---|---|
| 材料使用量 | 多い | 少ない |
| 除去しやすさ | 難しい場合あり | 簡単 |
| 表面への跡 | 残りやすい | 少ない |
| 造形速度 | 中 | 多くの場合速い |
| 安定性 | 高い | 中 |
| おすすめ用途 | 平らなオーバーハング | 有機的・複雑な形状 |
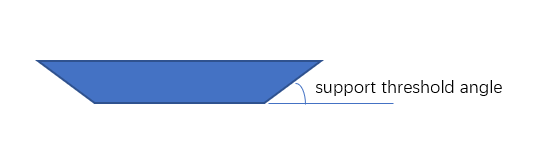
主要パラメータ
| パラメータ | 推奨値 | ポイント |
|---|---|---|
| オーバーハング角度(閾値角度) | 30°(デフォルト) | 水平面に対する傾斜がこの値より緩い面に生成。値を上げるほどサポート増 |
| サポート密度 | 15〜30%(除去性重視は低め) | 低い→除去しやすい / 高い→安定(30%超は安定優先時の目安) |
| Z方向トップ距離 | 0.20mm | 小さい→品質↑ / 大きい→除去しやすい |
| インターフェース層数 | 3以上 | サポートと造形物の境界品質を向上 |
※Bambu Studioの閾値角度は水平面(ベッド)からの傾斜角で定義されます。Cura/PrusaSlicer(鉛直からのオーバーハング角)とは測り方が逆なので、他スライサーの感覚で設定すると過不足が出やすい点に注意してください。
サポートペインティング(手動指定)
自動生成されるサポートが過剰・不足な場合、モデル表面に直接ペイントしてサポート位置を指定できます。
- Circle Tool:表面にサポート領域を描画
- Sphere Tool:裏面含む球体範囲を指定
- Fill Tool:連続した面をまとめて指定
例えば円柱のように単純な形でも、細くて背の高いモデルは途中で揺れたり倒れたりすることがあります。そうした場合は、サポートペイントで一部だけ支点を足すと、見た目を大きく損なわずに安定性を上げられます。
ブリム・ラフト・スカートの使い分け(第1層定着・反り対策)
第1層の定着不良や反りには、まずブリムが第一手です。3つの役割を取り違えないようにしましょう。
| 機能 | 役割 | 標準プロファイルの初期値(目安) | 主な使いどころ |
|---|---|---|---|
| ブリム(Brim) | 接地面を広げてモデルを密着・反り/転倒を防ぐ(定着の主役) | 幅5mm/間隔0.1mm/Auto型 | 第1層の定着不良・反り全般の第一手。背が高い・細い造形物に特に有効 |
| スカート(Skirt) | 造形物に触れず外周を囲い、ノズルのフローを安定・確認 | 既定OFF(loops 0)/距離2mm | 印刷開始時のノズル慣らし。定着目的ではない |
| ラフト(Raft) | 底部に土台を敷いてモデルを持ち上げる(サポートの一種) | 既定OFF(layers 0) | ABS等の強い反り材料でブリムでも不足するとき。材料・後処理コスト大 |
- ブリム種類(Brim type)は Auto(既定) のほか Outer brim only/Inner brim only/Outer and inner/角だけ付けるBrim ears/No-brim があります。迷ったらAutoでOK——形状・材料・速度を解析して幅を自動調整し、ABS・PC・PA-CF・PLA-CFなど反りやすい材料ほど広げ、TPUは狭くします。
- 反りが残るならブリム幅を広げます。ブリム-オブジェクト間隔(既定0.1mm)は小さいほど密着して効き、大きいほど剥がしやすくなります。
- スカートは定着用ではなく、ノズルの出だしを安定させる「慣らし」。ラフトは強力ですが材料・後処理が増える重い手段なので、ABS等で本当に必要なときに使います。
5. マテリアルプロファイルのカスタマイズ
メーカーが違うフィラメントを使う場合、プロファイルのカスタマイズが必要です。Filamentタブ → フィラメント名横の「…」→ Edit で編集できます。
素材別 推奨温度設定
| 素材 | ノズル温度 | ベッド温度 | 注意点 |
|---|---|---|---|
| PLA | 190-220°C | 35-60°C | 最も扱いやすい |
| PETG | 230-260°C | 70-85°C | 乾燥推奨。糸引きしやすい |
| ABS | 240-270°C | 90-110°C | エンクロージャ必須。反りやすい |
| ASA | 240-260°C | 90-110°C | ABSの耐UV版。屋外用途向き |
| TPU | 210-240°C | 30-50°C | リトラクション最小に。AMS不可 |
| PA系(PA-CF/PAHT-CF/PA6-CF含む) | 240-300°C(CF系は270-300°C推奨) | 70-90°C | 吸湿性が高い。乾燥剤必須 |
| PC | 260-280°C | 100-120°C | 高温ノズル必要 |
TPUは設定値の影響が出やすい素材なので、無理に速度を上げず、リトラクションも最小限から始めると失敗しにくくなります。
冷却ファン設定(Cooling)
| 素材 | パーツ冷却ファン | 理由 |
|---|---|---|
| PLA | 100%(2層目以降) | 速く冷やした方が品質↑ |
| ABS / ASA | 0〜30% | 冷えすぎると反る |
| PETG | 30-60% | 冷却しすぎると層間接着↓ |
| TPU | 50-80% | 冷やさないと変形する |
糸引き対策とリトラクション(引き戻し)設定
糸引き(stringing)対策でいきなりリトラクションを増やす方が多いのですが、Bambu Lab機はダイレクトドライブ押出(エクストルーダーがホットエンド直上)で、ノズルまでの距離が短いぶん短い引き戻しで足ります。既定値は機種ごとに最適化済みなので、まずは温度の微調整とフィラメント乾燥から見直すのが順序です。
| 項目 | 既定値(0.4mmノズル) | 備考 |
|---|---|---|
| 押出方式 | ダイレクトドライブ | ボーデン式より短い引き戻しで足りる |
| リトラクション距離 | 0.8mm | X1C/P1S/A1 共通 |
| リトラクション/戻し速度 | 30mm/s | — |
| Z hop(持ち上げ) | 0.4mm・Auto Lift | オーバーハングとの衝突を判定し自動切替 |
| Wipe(拭き取り) | 有効・2mm | ノズル先端を拭い糸引き・滲みを抑制 |
| フィラメント交換時(AMS) | 2mm | 通常造形の0.8mmとは別枠の長め設定 |
※現行Bambu Studio(2026年6月時点の公式プロファイル)の0.4mmノズル既定値。機種・ノズル径・素材プロファイルで変わる場合があります。
6. マルチマテリアル出力(AMS)の活用
AMS対応素材
| 素材 | AMS対応 | 備考 |
|---|---|---|
| PLA | ◎ 最適 | マルチカラーに最も信頼性高い |
| PETG | ○ 良好 | リトラクション増加推奨 |
| ABS / ASA | ○ 良好 | 密閉エンクロージャが必要 |
| TPU / フレキシブル | ✕ 非対応 | 外部スプールのみ使用可 |
パージ(色替え時の廃棄量)を減らすテクニック
※ 一般的なTPU / フレキシブル素材はAMS非対応ですが、TPU for AMS のような例外プロファイルもあります。使用する素材の対応条件は必ず個別に確認してください。
マルチカラー印刷では色替え時にフィラメントのパージ(排出)が発生します。これを減らすことで材料を大幅に節約できます。
方法1:自動計算を有効化
Flushing Volume設定の「Auto Calculate」をONにすると、色の濃淡差に応じて自動調整されます(暗→明は多め、明→暗は少なめ)。
方法2:Flushing Multiplierを下げる
- デフォルト:100%(280mm³)
- 推奨:60%(Auto Calculationと併用)
- 同系色の切替:40%まで下げても問題なし
方法3:インフィルにパージする
Others → 「Flush into Object Infill」を有効にすると、パージ材をモデル内部のインフィルに使います。外見に影響せず、最も効果的な方法です。
方法4:サポートにパージする
サポートがある場合、「Flush into Object Support」でサポート材にパージを使い回せます。
6.5 X2Dデュアルノズルの設定

Bambu Lab X2Dはメインノズル+補助ノズルのデュアルノズル構成を採用しており、Bambu Studioでの設定にはいくつかの注意点があります。
プリンタープロファイルの選択
Bambu Studioでプリンターを追加する際、X2Dは専用プロファイルとして表示されます。X1 CarbonやP2Sのプロファイルを流用すると、デュアルノズル関連の設定が正しく反映されないため、必ずX2D専用プロファイルを選択してください。
メインノズルと補助ノズルの使い分け
工具不要ノズル交換への対応
X2Dは工具不要でノズル交換が可能です。交換後はBambu Studioのプリンター設定でノズル径を必ず変更してください。ノズル径が異なると線幅やフロー量の計算が変わるため、プロファイルのノズル径設定と実際のノズル径が一致していることを必ず確認してください。
※Bambu Studioで設定できるチャンバー目標温度は0〜60℃(加熱が働くのは概ね40〜60℃)です。65℃はチャンバーの物理上限値で、スライサー上で目標値として入力する数値ではありません。低温フィラメントを同時装填している場合は、詰まり防止のため上限が制限されることがあります。
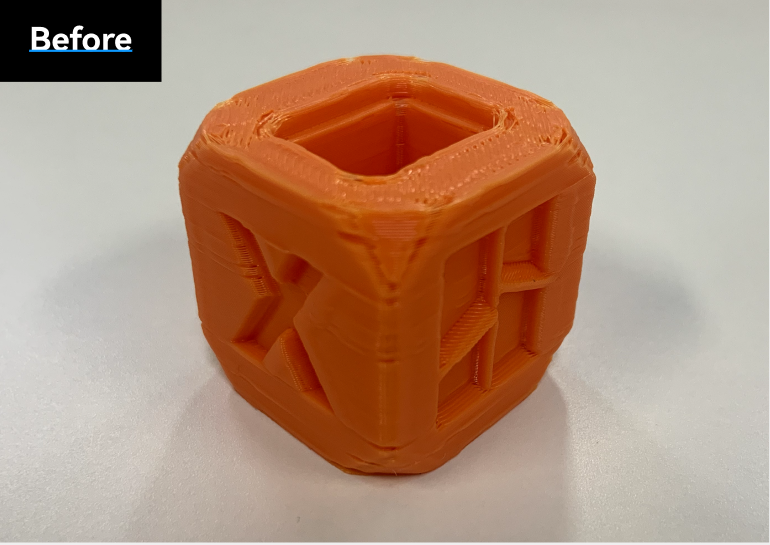
7. 品質向上テクニック
アイロニング(Top Surface Ironing)


造形完了後、ノズルが上面を低流量で再走査して隙間を埋め、表面を平滑にします。Process → Quality から有効化できます。
- All top surfaces:すべての上面にアイロニング
- Topmost surface only:最上面のみ(おすすめ)
文字や刻印がある天面で特に効果的です。造形時間は増えますが、表面品質が劇的に改善します。
アイロニングは天面の見た目改善には非常に有効ですが、まずは速度・冷却・最大流量・壁設定が安定していることが前提です。仕上げの一手として使うと効果が分かりやすくなります。
可変レイヤー高さ(Adaptive Layer Height)
曲面部分は自動的にレイヤー高さを低く、平坦な部分は高くする機能です。「階段状」の段差を目立たなくしながら、造形時間を抑えられます。
- Detail ← → Speed のスライダーで調整
- Smoothモード:高さ変化を滑らかに(複数回クリックで効果強化)
- 0.4mmノズルで0.08mm〜0.28mmの範囲で自動調整
ファジースキン(Fuzzy Skin)
外壁にランダムな凹凸を加えるテクスチャ機能です。Process → Others → Special Mode から設定。
- 積層痕を隠す効果がある
- 滑り止めのグリップ感を付与
- カラーシフトフィラメントとの組み合わせで独特の質感に
スパイラル花瓶モード(Spiral Vase)
1枚の壁で連続的にスパイラル造形する特殊モード。シームが一切発生しません。
- 自動設定:外壁1枚、上面0層、インフィル0%
- v1.9.0以降:Smooth Spiralでアーク補間が有効に
- 花瓶・ランプシェード・装飾品に最適
エレファントフット補正
第1層がベッド圧力で少し広がる現象(エレファントフット)を補正します。Process → Quality → Elephant Foot Compensation で設定。0.1mmから始めて微調整してください。
8. カスタムG-codeの活用
G-codeはプリンターへの直接指令です。Bambu Studioではプリンタープロファイルの「Machine G-Code」タブから編集できます。
設定可能な箇所
| タイミング | 用途例 |
|---|---|
| Start G-code | ノズル事前加熱、Z-offset微調整 |
| End G-code | プリント後のノズル退避、ファン停止 |
| Layer change G-code | 特定レイヤーでの温度変更 |
| Change filament G-code | AMS素材切替時の追加処理 |
便利な変数(Placeholder)
※{layer_z} はレイヤー変更G-codeなどでは利用できますが、一部のカスタム/テンプレートG-code欄では使えない制限があります。{layer_num}・{filament_type} は広く利用できます。
Z-offset微調整の例
Start G-code内の G29.1 Z{-0.02} のZ値を調整すると、第1層の高さを微調整できます。
レイヤー単位のG-code挿入
スライス後のプレビュー画面で、右側のレイヤースライダーを右クリックすると:
- Add custom G-code:任意のG-codeを挿入
- Pause:一時停止(部品挿入などに)
- Filament change:フィラメント交換
9. キャリブレーション
キャリブレーションは不調時だけの作業ではなく、素材や設定条件が変わったときに失敗を減らすための基本作業です。
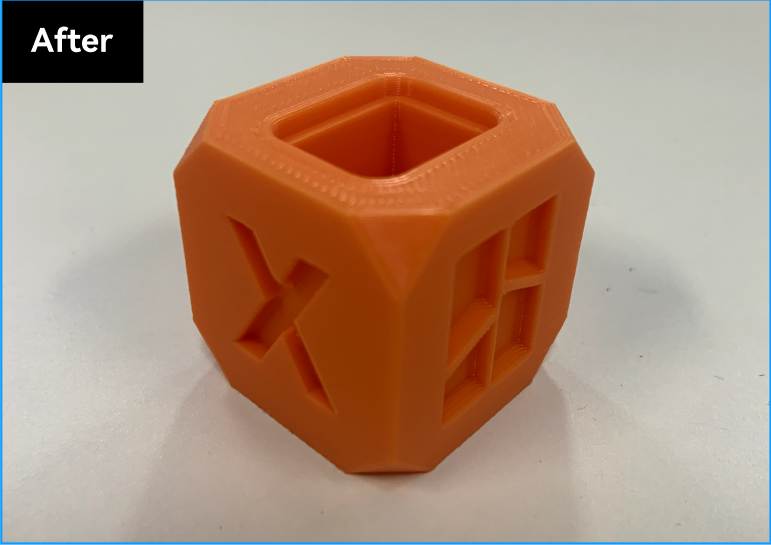
Flow Dynamics Calibration(圧力補正 / K値)
Flow Dynamics Calibration の効果(画像: Bambu Lab Wiki)
コーナーやライン開始時の押し出し遅延を補正する重要なキャリブレーションです。
| プリンター | 方式 |
|---|---|
| X1 / A1 / H2D | 自動(LiDARまたはセンサーで自動計測) |
| P1シリーズ | 手動(テストパターン印刷 → 値を入力) |
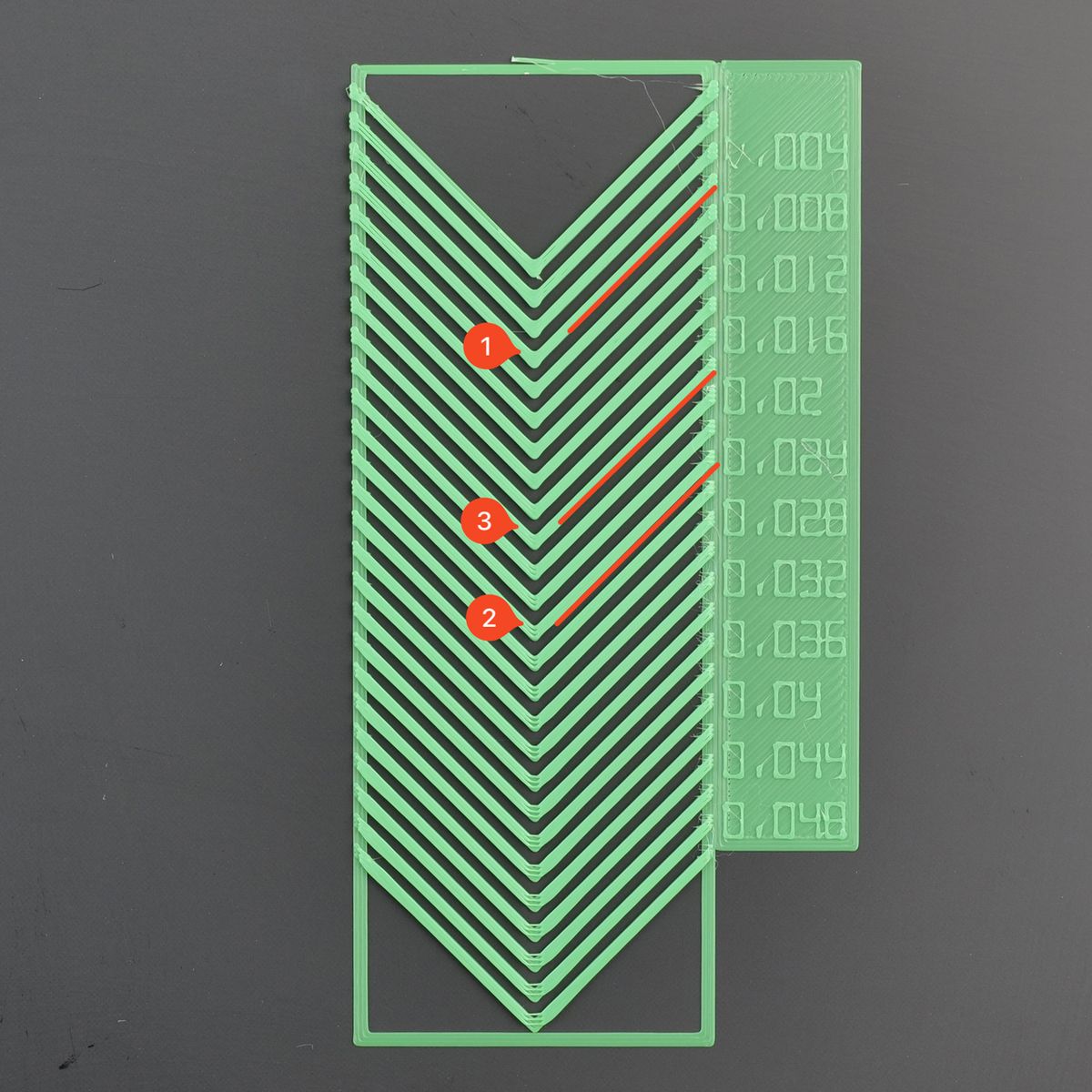
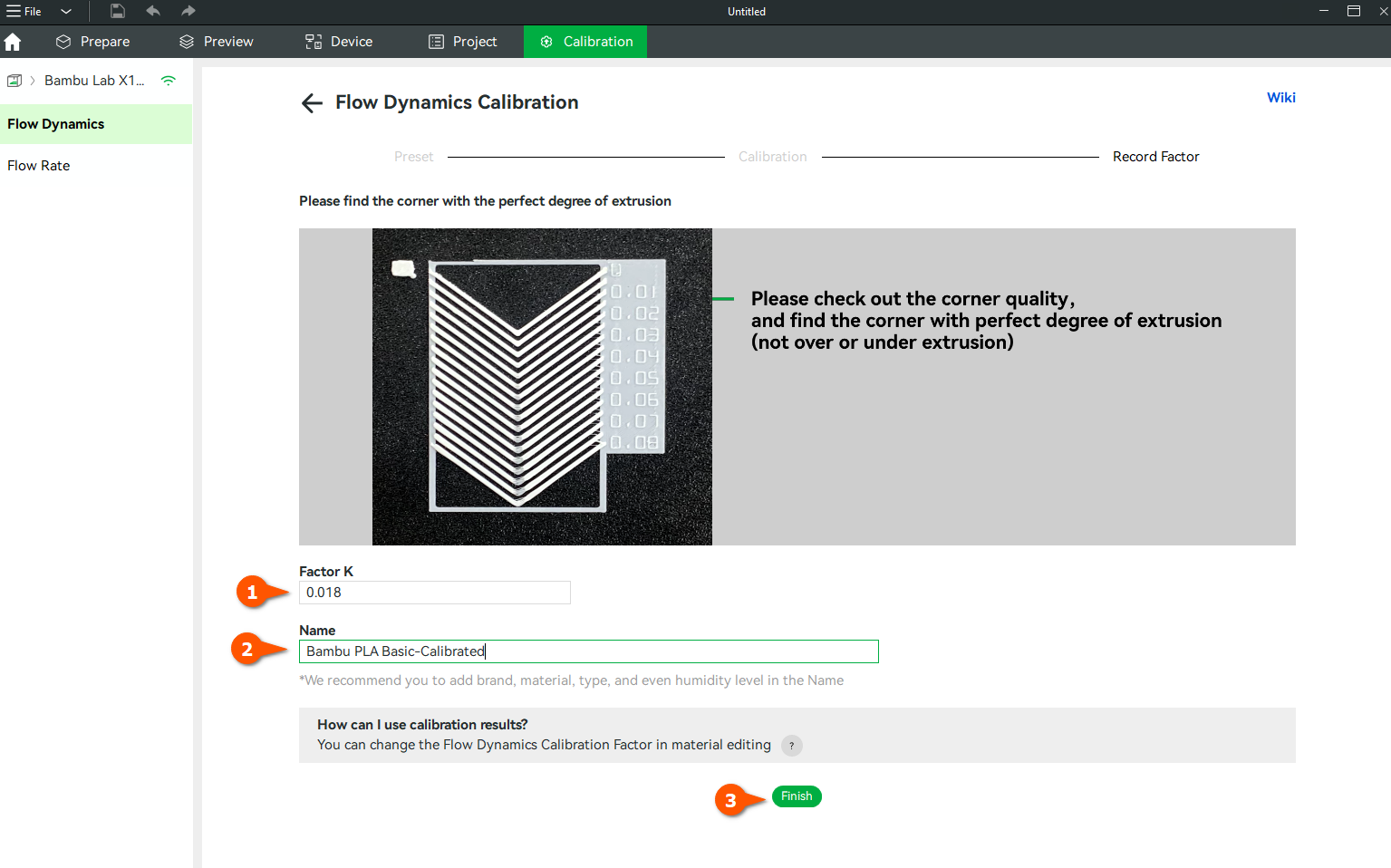
手動キャリブレーションのパターンとK値判定(画像: Bambu Lab Wiki)
再キャリブレーションが必要なタイミング:
- フィラメントのメーカー/素材を変更した時
- ノズルサイズを変更した時
- 品質が劣化してきた時
Flow Rate Calibration(流量補正)
押し出し過多・過少を補正します。流量比1.0(≒100%)を基準に、1%刻み(Fine Calibration)で微調整してください(素材プロファイルによっては初期値が0.97などの場合もあります)。
キャリブレーションの最大流量の項目から、素材や温度条件ごとの最大流量をテストすることができます。高流量域のテスト時は、実際にプリンターのそばでテスト印刷を確認し、吐出不良が発生し始めたらすぐに停止することをおすすめします。
10. プレビュー機能の活用
スライス後のプレビューは「確認ツール」以上の価値があります。
表示モード
| モード | 表示内容 | 活用場面 |
|---|---|---|
| Line Type | 壁・インフィル・サポート等を色分け | サポート位置の確認 |
| Speed | 速度をヒートマップ表示 | ボトルネック箇所の特定 |
| Flow Rate | 流量の可視化 | 押し出し問題の予測 |
| Filament | 素材/色の割り当て確認 | マルチカラー印刷の確認 |
付録:日本語UI⇔英語UI 設定名 対応表
本記事は英語UI基準で解説しています。日本語表示でお使いの方向けに、主要な設定名の対応をまとめました(2026年6月時点の公式日本語表示)。日本語UIではインフィルが「充填」と表示される点に注意してください。
| 英語名(English UI) | 日本語表示名 |
|---|---|
| Outer wall speed | 外壁造形速度 |
| Wall loops | 壁面層数 |
| Sparse infill density | 充填密度 |
| Seam position | 継ぎ目位置 |
| Support / Tree Support | サポート/ツリーサポート |
| Top / Bottom shell layers | トップ面層数/底面層数 |
| Layer height | 積層ピッチ |
| Max volumetric speed | 最大体積速度 |
| Brim / Skirt | ブリム/スカート |
| Flushing volume | フラッシュ量 |
| Ironing | アイロン |
| Fuzzy Skin | ファジースキン |
出典:Bambu Lab 公式 日本語ローカライズ(BambuStudio i18n)。表示はバージョンにより変わる場合があります。
用途別おすすめ設定 早見表
「結局どう設定すれば?」に答える早見表です。あくまで出発点なので、素材や形状に合わせて微調整してください。
| 用途 | レイヤー高さ | インフィル | 壁 | ポイント |
|---|---|---|---|---|
| フィギュア・模型(見た目重視) | 0.08〜0.12mm | 10〜15% | 2〜3枚 | 外壁速度を落とす/アイロニング |
| 日常の汎用パーツ | 0.20mm | 15〜20% | 2〜3枚 | Gyroid・標準速度でOK |
| 機能部品・工具(強度重視) | 0.16〜0.20mm | 30〜40% | 4枚以上 | 密度より壁を増やす |
| 大型・分割なしで一体 | 0.20〜0.28mm | 10〜15% | 2〜3枚 | 造形サイズと反りに注意 |
| 多色(AMS) | 0.20mm | 15% | 2〜3枚 | パージ削減(インフィルへ排出) |
大型を分割せず一体で出すなら A2L、多色なら P2S Combo や X2D が向いています。
設定だけでは足りない。実際に始めるなら。
Bambu Studio の高度な設定は、それを受け止めるハードが揃って初めて効果を発揮します。用途と予算に合わせて、最適な1台をお選びください。




大きな造形を分割せず一体で出したい方は、2026年6月発売の大型ベッドスリンガー機 A2L(造形330×320×325mm・PLA/PETG中心・静音49dB・予約受付中)も選択肢です。詳細は A2L 選び方ガイド をご覧ください。
参考リンク
Bambu Lab 公式Wiki
📖 インフィルパターン 📖 サポート設定 📖 シーム設定 📖 Flow Dynamics Calibration 📖 Flow Rate Calibration 📖 冷却設定 📖 可変レイヤー高さ 📖 特殊スライスモード 📖 パージ削減テクニック 📖 マルチカラー印刷
Bambu Lab 公式サイト
🎓 Bambu Studio Academy(公式学習コース) ⬇️ Bambu Studio ダウンロード
SK本舗ではBambu Lab製品を正規取扱しています。多彩なフィラメントもご用意しておりますので、マテリアルプロファイルの設定に合わせてぜひお試しください。
ご質問はお問い合わせフォームからお気軽にどうぞ。専門スタッフが対応いたします。








Bambu Studio 設定に関するよくある質問(FAQ)
Bambu Studioの速度設定はどこにありますか?
Bambu Studioの速度設定は、モデルを開いた後に右側のプロセス設定を詳細またはエキスパート表示に切り替え、「速度」タブを開くと確認できます。外壁、内壁、インフィル、第1層、移動速度などを個別に調整できます。
初心者はどの速度設定から調整すべきですか?
初心者は外壁速度と第1層速度から調整するのがおすすめです。外壁速度を少し下げると表面品質が安定しやすく、第1層速度を下げるとベッド定着の失敗を減らしやすくなります。
Bambu Studioで速度を上げても失敗しやすい原因は何ですか?
速度を上げても、ホットエンドが溶かして押し出せる最大体積流量を超えると、押し出し不足、表面荒れ、層間接着不良が起きやすくなります。素材ごとの最大流量と温度条件を確認してから調整してください。
Bambu Studioの速度設定はプリセットのままで問題ありませんか?
多くの場合、標準プリセットのままでも造形できます。ただし、表面をきれいにしたい、第1層の定着を改善したい、PETGやTPUなど素材別に安定させたい場合は、速度、冷却、流量、サポート設定を少しずつ見直すと効果があります。
Bambu StudioとOrcaSlicerの違いは何ですか?
OrcaSlicerはBambu Studioから派生したオープンソースのスライサーで、どちらも無料です。Bambu StudioはAMS多色印刷やBambu Cloud、MakerWorldなどBambu Lab機との純正連携が滑らかなのが強みです。一方OrcaSlicerは対応プリンターが幅広く、最大体積流量テストなど内蔵キャリブレーションが充実しています。Bambu Lab機を1台だけ使うならBambu Studioが扱いやすいです。
Bambu Studioのインフィルは何%にすればいいですか?
一般的な造形物は20%前後がバランスの良い目安です。装飾品や試作なら10〜15%、機械部品や工具など強度が必要な場合は30〜40%に上げます。ただし強度を上げたいときは、インフィル密度を上げるよりも壁(Wall)の数を増やす方が効果的です。
Bambu Studioで糸引き(stringing)を減らすには?
糸引きはフィラメントの吸湿とノズル温度が主な原因です。まず素材を十分に乾燥させ、ノズル温度を5℃刻みで少し下げると改善しやすくなります。リトラクションは標準プロファイルがおおむね適正なので(純正フィラメント・標準構成の場合)、標準値を起点に微調整してください。PETGやTPUはわずかな糸引きが残りやすい素材です。
Bambu Studioで反り(ワープ)を抑えるには?
反りは冷却時の収縮が主因です。ブリムで端の接地面積を増やす、ベッド温度を適正化する、ABS/ASAなどは密閉(エンクロージャー)機で庫内温度を保つ、第1層付近の冷却ファンを弱める、が基本対策です。素材を変えたら一度キャリブレーションし直すと安定します。
【3Dプリンターをお探しですか?】
SK本舗は国内最大級の3Dプリンター専門店です。Bambu Lab・Elegoo・Anycubic等の正規代理店として、安心のサポートをお届けします。
あわせて読みたい









